




格式:pdf
大小:23KB
頁數: 2頁
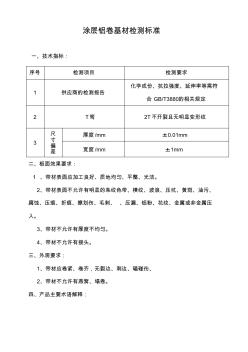
涂層鋁卷基材檢測標準 一、技術指標: 二、板面效果要求: 1 、帶材表面應加工良好、質地均勻、平整、光潔。 2、帶材表面不允許有明顯的條紋色帶、橫紋、波浪、壓坑、黃斑、油污、 腐蝕、壓痕、折痕、擦劃傷、毛刺、 、壓漏、鋁粉、花紋、金屬或非金屬壓 入。 3、帶材不允許有厚度不均勻。 4、帶材不允許有接頭。 三、外觀要求: 1、帶材應卷緊、卷齊,無裂邊、刺邊、磕碰傷、 2、帶材不允許有燕窩、塌卷。 四、產品主要術語解釋: 序號 檢測項目 檢測要求 1 供應商的檢測報告 化學成份、抗拉強度、延伸率等需符 合 GB/T3880的相關規定 2 T彎 2T不開裂且無明顯變形紋 3 尺 寸 偏 差 厚度 /mm ±0.01mm 寬度 /mm ±1mm 缺陷名稱 說明 尺寸偏差 尺寸偏差是指有色金屬加工產品的實際外形尺寸允許偏差范圍。 厚度不均勻 厚度不均勻是指板、帶、箔材的橫斷面及縱斷面的厚
格式:pdf
大小:24KB
頁數: 3頁
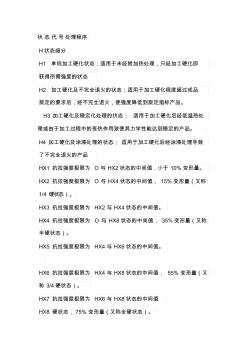
狀態代號處理程序 H狀態細分 H1 單純加工硬化狀態;適用于未經附加熱處理,只經加工硬化即 獲得所需強度的狀態 H2 加工硬化及不完全退火的狀態;適用于加工硬化程度超過成品 規定的要求后,經不完全退火,使強度降低到規定指標產品。 H3 加工硬化及穩定化處理的狀態; 適用于加工硬化后經低溫熱處 理或由于加工過程中的受熱作用致使其力學性能達到穩定的產品。 H4 加工硬化及涂漆處理的狀態; 適用于加工硬化后經涂漆處理導致 了不完全退火的產品 HX1 抗拉強度極限為 O 與 HX2狀態的中間值,小于 10%變形量。 HX2 抗拉強度極限為 O 與 HX4狀態的中間值, 15%變形量(又稱 1/4 硬狀態)。 HX3 抗拉強度極限為 HX2與 HX4狀態的中間值。 HX4 抗拉強度極限為 O 與 HX8狀態的中間值, 35%變形量(又稱 半硬狀態)。 HX5 抗拉強度極限為 HX4與 HX6狀態的中
熱門知識
聚酯高光白涂層鋁卷-
話題: 地產家居yefengxian
-
話題: 工程造價fabai_zhong
-
話題: 裝修工程tongyu1976
精華知識
聚酯高光白涂層鋁卷最新知識
聚酯高光白涂層鋁卷-
話題: 工程造價zlwwbbqq513
相關問答
聚酯高光白涂層鋁卷-
話題: 裝修工程zhou771225
-
話題: 裝修工程zhanghao1987
-
話題: 裝修工程liuqiang306
聚酯高光白涂層鋁卷相關專題
- 真空鍍鋁聚酯薄膜單價
- 聚酯薄膜的用途
- 聚酯多元醇的生產方法
- 聚酯多元醇的制備
- 聚酯多元醇用什么溶解
- 聚酯無紡布多少錢一平方
- 聚酯多元醇的應用
- 聚酯切片價格為什么下滑
- 聚酯無紡布如何計算價格
- 聚酯纖維吸音板環保
- 多逆變器太陽能光伏并網發電系統的組群控制方法
- 影響萘高效減水劑與普通硅酸鹽水泥適應性的關鍵因素
- 億陽信通中標環城高速公路晉江至石獅段機電工程項目
- 中國水電路橋武邵高速公路六標項目質量檢驗試驗計劃
- 基于超磁致伸縮效應的新型液壓高速開關閥
- 怡達快速電梯SCORE項目獲國際勞工組織高度評價
- 以變性劑石灰石—磷渣混合物為基料的白色硅酸鹽水泥
- 乍嘉蘇高速公路改性瀝青SMA—13面層試驗段施工
- 引入PPP模式的高標準農田建設及財政支持體系創新
- 以工作過程為導向構建高職建筑工程技術專業課程體系
- 中航格瀾陽光花園一期門禁對講建設項目施工組織設計
- 在書香中沉睡——“川大河畔”高尚住宅小區景觀設計
- 應用型人才培養模式下高校機電工程綜合實踐改革探索
- 高效率PWM/PFM自動切換升壓轉換器的設計
- 智能照明系統在高校教學樓建筑節能改造中的應用
- 以污泥、建筑垃圾為基料制備高強輕質發泡環保陶瓷板
- 乍嘉蘇高速公路改性瀝青SMA-13面層試驗段施工