
- 首頁(yè) >
- > IC卡片發(fā)行器
更新時(shí)間:2025.05.10





格式:pdf
大小:665KB
頁(yè)數(shù): 5頁(yè)
1 卡片發(fā)行 一、增加操作員、人員信息 該停車(chē)場(chǎng)管理系統(tǒng)使用者分為操作員和管理員兩種。 1、管理員享有最高權(quán)限,負(fù)責(zé)系統(tǒng)設(shè)置,卡片管理等工作。 選擇【人事管理子系統(tǒng)】 點(diǎn)擊后進(jìn)入人事管理系統(tǒng),如下圖所示 點(diǎn)擊【部門(mén)管理】圖標(biāo)對(duì)部門(mén)資料進(jìn)行管理,增加部門(mén)資料或修改、刪除部門(mén)資料。 點(diǎn)擊【人事信息】圖標(biāo)增加人事資料或刪除、修改人事資料。 在【人事信息】資料中,增加操作員,編號(hào) 80001 開(kāi)始,在【現(xiàn)任職務(wù)】選“操作員” ,并保存。 二、 IC 卡發(fā)行 1、系統(tǒng)設(shè)置 在管理中心的 “系統(tǒng)設(shè)置” 中設(shè)置單位名稱、 通迅端口、 發(fā)行器設(shè)置, 出現(xiàn)下圖對(duì)話框: 進(jìn)口控制機(jī)為 1 號(hào),出口控制機(jī)為 2 號(hào),臨時(shí)計(jì)費(fèi)器 /發(fā)卡器為 3 號(hào)! 2 二、發(fā)行卡片 進(jìn)入【 IC 卡管理】 ① IC 卡初始化 如下圖所示,該項(xiàng)功能可以將卡號(hào)重新覆蓋或改寫(xiě)。先將卡片放在發(fā)行器的讀卡區(qū), 點(diǎn)擊【檢測(cè)卡】 ,在
格式:pdf
大小:574KB
頁(yè)數(shù): 14頁(yè)
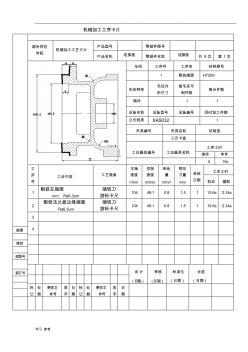
. . . . 學(xué)習(xí) .參考 機(jī)械加工工序卡片 底圖號(hào) 裝訂號(hào) 描校 描圖 湖州師范 學(xué)院 機(jī)械加工工藝卡片 產(chǎn)品型號(hào) 零部件圖號(hào) 產(chǎn)品名稱 連接座 零部件名稱 連接座 共 9 頁(yè) 第 1 頁(yè) 車(chē)間 工序號(hào) 工序名 材料牌號(hào) 1 粗銑端面 HT200 毛坯種類(lèi) 毛坯外 形尺寸 每毛坯可 制件數(shù) 每臺(tái)件數(shù) 鑄件 1 1 設(shè)備名稱 設(shè)備型號(hào) 設(shè)備編號(hào) 同時(shí)加工件數(shù) 立式銑床 XA5032 1 夾具編號(hào) 夾具名稱 切削液 三爪卡盤(pán) 工位器具編號(hào) 工位器具名稱 工序工時(shí) 準(zhǔn)終 單件 0 15s 工 步 號(hào) 工步內(nèi)容 工藝裝備 主軸 速度 r/min 切削 速度 m/min 進(jìn)給 量 mm/r 背吃 刀量 mm 進(jìn)給 次數(shù) 工步工時(shí) 機(jī)動(dòng) 輔助 1 粗銑左端面 mm Ra6.3um 端銑刀 游標(biāo)卡尺 104 49.1 0.8 1.5 1 15.6s 2.34s 2 粗銑法蘭
熱門(mén)知識(shí)
IC卡片發(fā)行器-
話題: 電氣工程可心風(fēng)尚
-
-
-
話題: 工程造價(jià)158****2139
-
話題: 地產(chǎn)家居gxytj
精華知識(shí)
IC卡片發(fā)行器-
話題: 地產(chǎn)家居fxz6600
-
-
-
話題: 地產(chǎn)家居sqmaben
-
最新知識(shí)
IC卡片發(fā)行器-
話題: 地產(chǎn)家居zimo1982
-
話題: 地產(chǎn)家居ginthes
-
話題: 地產(chǎn)家居佳佳佳
-
-
話題: 地產(chǎn)家居小美眉01
相關(guān)問(wèn)答
IC卡片發(fā)行器
專題概述
IC卡片發(fā)行器知識(shí)來(lái)自于造價(jià)通云知平臺(tái)上百萬(wàn)用戶的經(jīng)驗(yàn)與心得交流。 注冊(cè)登錄 造價(jià)通即可以了解到相關(guān)IC卡片發(fā)行器最新的精華知識(shí)、熱門(mén)知識(shí)、相關(guān)問(wèn)答、行業(yè)資訊及精品資料下載。同時(shí),造價(jià)通還為您提供材價(jià)查詢、測(cè)算、詢價(jià)、云造價(jià)等建設(shè)行業(yè)領(lǐng)域優(yōu)質(zhì)服務(wù)。手機(jī)版訪問(wèn):IC卡片發(fā)行器
相關(guān)話題
資料下載
相關(guān)資訊
IC卡片發(fā)行器相關(guān)專題
- 智能IC卡水表多少錢(qián)一個(gè)
- 怎么焊下多腳IC芯片
- 防水IC卡水表價(jià)格多少錢(qián)
- 電表用的iC卡多少錢(qián)
- 電纜IC-SA-4*3*1.5的含義
- 什么是IC插座
- 單片機(jī)IC插座
- 單片機(jī)ic插座圓孔優(yōu)點(diǎn)
- LED線路板中IC指的是什么
- Ic插座的作用
- 智能IC卡燃?xì)獗砑叭細(xì)忸A(yù)收費(fèi)管理系統(tǒng)的設(shè)計(jì)和實(shí)現(xiàn)
- 基于C/S模式IC卡預(yù)付費(fèi)水表管理系統(tǒng)設(shè)計(jì)和實(shí)現(xiàn)
- FM7122MDSLED功率射燈驅(qū)動(dòng)IC
- IC卡酒店門(mén)鎖系統(tǒng)說(shuō)明
- LED電源四段調(diào)光方案線性驅(qū)動(dòng)IC看準(zhǔn)四段恒流驅(qū)動(dòng)芯片
- MSP430智能IC卡淋浴控制器的設(shè)計(jì)與研究
- 新華SL-IC型模擬機(jī)定位片拍攝部分的數(shù)字化技術(shù)改造
- 智能IC卡水表的防攻擊設(shè)計(jì)及推廣智能IC卡水表的意義
- 家用智能水表的分類(lèi)和分析IC卡表、脈沖、光電直讀表
- ATT7022A的三相IC卡預(yù)付費(fèi)電能表設(shè)計(jì)
- 非接觸式IC卡的公路聯(lián)網(wǎng)收費(fèi)系統(tǒng)的通行卡管理
- PLC810PG控制IC的LED路燈驅(qū)動(dòng)電路
- PIC16F84的電磁閥式IC卡水表設(shè)計(jì)
- 北京明日BM7/TS系列IC卡電能表專用微型斷路器
- IC卡+二維碼梯控門(mén)禁智能一卡(碼)通系統(tǒng)工程清單
- 普誠(chéng)科技LED照明驅(qū)動(dòng)IC產(chǎn)品手冊(cè)REV8.0
- 新一代離線式LED燈對(duì)LED驅(qū)動(dòng)器IC有更多要求
- IC卡獨(dú)立門(mén)禁
- IC卡電梯呼控制器
- IC卡電梯呼控制器.
- IC卡電梯對(duì)講聯(lián)動(dòng)電梯控制器(含機(jī)箱電源)
- IC卡電梯控制器
- IC卡電梯控制軟件
- ic卡電梯系統(tǒng)
- IC卡電梯讀頭
- ic卡電能表
- ic卡電能表讀卡器
- ic卡電表
- ic卡電表控制器
- ic卡直飲水表
- IC卡立式水表
- IC卡編碼器
- ic卡節(jié)水控制器
- IC卡節(jié)電開(kāi)關(guān)
- ic卡計(jì)費(fèi)儀
- ic卡讀寫(xiě)
- IC卡讀寫(xiě)器
- ic卡讀寫(xiě)器怎么安裝
- ic卡讀寫(xiě)器驅(qū)動(dòng)程序
- ic卡讀寫(xiě)機(jī)
- ic卡讀寫(xiě)機(jī)怎么安裝
- ic卡讀寫(xiě)機(jī)驅(qū)動(dòng)
- IC卡讀寫(xiě)模塊