
- 首頁 >
- > 焊接工藝作業(yè)指導(dǎo)書
更新時(shí)間:2025.06.28




格式:pdf
大小:1.7MB
頁數(shù): 78頁
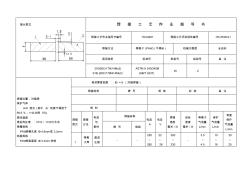
接頭型式 焊 接 工 藝 作 業(yè) 指 導(dǎo) 書 焊接工藝作業(yè)指導(dǎo)書編號(hào) HC/QZ01 焊接工藝評(píng)定報(bào)告編號(hào) HC-PQR-01 焊接方法 等離子 (PAW)(不填絲) 機(jī)械化程度 全自動(dòng) 適用材質(zhì) 標(biāo)準(zhǔn)號(hào) 類別號(hào) 組別號(hào) 備 注 316(00Cr17Ni14Mo2) 316L(00Cr179Ni14Mo2) ASTM A 240/240M (GB/T 4237) Ⅶ 2 焊接位置 : 對接焊 保護(hù)氣體 : ArH 混合 (其中 Ar 純度不得低于 99.9 %; H占比例 5%) 層間溫度 : 焊后熱處理 : 1010~1150℃水冷 噴嘴規(guī)格 : PAW噴嘴孔徑 Φ 4.8mm或 3.2mm 鎢極規(guī)格 : PAW鎢極直徑 Φ 3.2mm,鈰鎢 母材厚度范圍 :δ = 8 (對接焊縫) 焊接材料 牌 號(hào) 規(guī) 格 標(biāo) 準(zhǔn) 備 注 焊 劑 焊接 層次 焊接 方法 電流 與 極
格式:pdf
大小:1.7MB
頁數(shù): 78頁
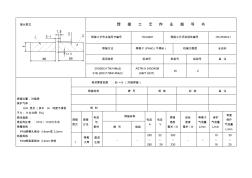
接頭型式 焊 接 工 藝 作 業(yè) 指 導(dǎo) 書 焊接工藝作業(yè)指導(dǎo)書編號(hào) HC/QZ01 焊接工藝評(píng)定報(bào)告編號(hào) HC-PQR-01 焊接方法 等離子 (PAW)(不填絲) 機(jī)械化程度 全自動(dòng) 適用材質(zhì) 標(biāo)準(zhǔn)號(hào) 類別號(hào) 組別號(hào) 備 注 316(00Cr17Ni14Mo2) 316L(00Cr179Ni14Mo2) ASTM A 240/240M (GB/T 4237) Ⅶ 2 焊接位置 : 對接焊 保護(hù)氣體 : ArH 混合 ( 其中 Ar 純度不得低 于%; H占比例 5%) 層間溫度 : 焊后熱處理 : 1010~1150℃水冷 噴嘴規(guī)格 : PAW噴嘴孔徑Φ 4.8mm或 3.2mm 鎢極規(guī)格 : PAW鎢極直徑Φ 3.2mm,鈰鎢 母材厚度范圍 :δ = 8 (對接焊縫) 焊接材料 牌 號(hào) 規(guī) 格 標(biāo) 準(zhǔn) 備 注 焊 劑 焊接 層次 焊接 方法 電流 與 極性 焊接材料 電流 A 電壓
熱門知識(shí)
焊接工藝作業(yè)指導(dǎo)書-
話題: 工程監(jiān)理guo852100
-
-
-
-
精華知識(shí)
焊接工藝作業(yè)指導(dǎo)書最新知識(shí)
焊接工藝作業(yè)指導(dǎo)書相關(guān)問答
焊接工藝作業(yè)指導(dǎo)書
專題概述
焊接工藝作業(yè)指導(dǎo)書知識(shí)來自于造價(jià)通云知平臺(tái)上百萬用戶的經(jīng)驗(yàn)與心得交流。 注冊登錄 造價(jià)通即可以了解到相關(guān)焊接工藝作業(yè)指導(dǎo)書最新的精華知識(shí)、熱門知識(shí)、相關(guān)問答、行業(yè)資訊及精品資料下載。同時(shí),造價(jià)通還為您提供材價(jià)查詢、測算、詢價(jià)、云造價(jià)等建設(shè)行業(yè)領(lǐng)域優(yōu)質(zhì)服務(wù)。手機(jī)版訪問:焊接工藝作業(yè)指導(dǎo)書
相關(guān)話題
資料下載
相關(guān)資訊
焊接工藝作業(yè)指導(dǎo)書相關(guān)專題
- 靠近墻角的焊縫怎么焊接
- 框架梁里面的鋼筋焊接套項(xiàng)
- 框架柱焊接接頭怎么算
- 兩個(gè)槽鋼焊接怎么焊接
- 兩個(gè)彎頭可以直接焊接嗎
- 種焊焊接螺母用在什么地方
- 柱鋼筋焊接長度是多少
- 柱主筋與圈梁焊接
- 柱主筋與圈梁焊接問題
- 柱子鋼筋有雙面焊接
- 應(yīng)用亞溫淬火工藝解決45鋼槽型螺母淬裂問題的探索
- 中國石化北京設(shè)計(jì)院標(biāo)準(zhǔn)工藝裝置管道墊片選用規(guī)定
- 中國焊接學(xué)會(huì)堆焊及表面工程專委會(huì)
- 滲透型建筑物硅橡膠防水涂料的制備工藝及其制品
- 中國現(xiàn)代化鋼筋加工工藝與傳統(tǒng)鋼筋加工工藝相比優(yōu)勢
- 橢圓截面螺旋等通道擠壓制備超細(xì)晶材料的新工藝
- 基于CMOS工藝的二維風(fēng)速傳感器的設(shè)計(jì)和測試
- 岳城水庫大副壩防滲墻塑性混凝土施工工藝及質(zhì)量控制
- 起重機(jī)主梁工字鋼磨損及焊接變形的檢驗(yàn)案列分析
- 張峰水庫2號(hào)倒虹預(yù)應(yīng)力鋼筒混凝土管道安裝施工工藝
- 無機(jī)材料工藝學(xué)課程改革探索
- 引子渡水電站溢洪道弧形工作閘門焊接變形與處理
- 整體式拋填側(cè)向爆破施工工藝在爆破擠淤施工中的應(yīng)用
- 整理裝飾裝修施工工藝與質(zhì)量通病與防治措施(全套)
- 增強(qiáng)水泥(GRC)聚苯復(fù)合板外墻保溫施工工藝標(biāo)準(zhǔn)
- 圓鋼管混凝土T型焊接節(jié)點(diǎn)應(yīng)力強(qiáng)度因子計(jì)算方法
- 振動(dòng)冷卻斜管處理工藝對A357合金凝固組織的影響
- 焊接工藝品
- 焊接工藝學(xué)
- 焊接工藝指導(dǎo)書
- 焊接工藝流程圖
- 焊接工藝規(guī)程
- 焊接工藝規(guī)范規(guī)程
- 焊接工藝評(píng)定
- 焊接工藝評(píng)定厚度覆蓋
- 焊接工藝評(píng)定厚度覆蓋范圍
- 焊接工藝評(píng)定報(bào)告
- 焊接工藝評(píng)定標(biāo)準(zhǔn)
- 焊接工藝評(píng)定表
- 焊接工藝評(píng)定記錄
- 焊接工藝評(píng)定記錄表
- 焊接工裝設(shè)計(jì)
- 焊接常見的問題有何防止和處理的方法
- 焊接平臺(tái)平板
- 焊接應(yīng)力控制
- 焊接應(yīng)力消除設(shè)備
- 焊接廢氣
- 焊接廢氣處理
- 焊接廢氣處理設(shè)備
- 焊接異徑三通
- 焊接異徑三通組件
- 焊接異徑三通組合
- 焊接異徑套
- 焊接異徑對接頭
- 焊接異徑彎頭
- 焊接異徑接頭
- 焊接異徑管