




格式:pdf
大小:419KB
頁數: 10頁
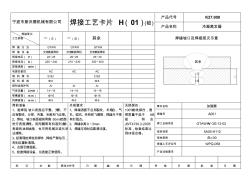
寧波市斯沃德機械有限公司 焊接工藝卡片 H(01)(臨) 產品代號 K27.000 產品名稱 冷凝蒸發器 焊接層次 工藝參數 一(正) 一(反) 其余 焊縫坡口及焊接層次示意 焊 接 方 法 GTAW GTAW GTAW 1正 1反 其余 焊 接 設 備 交流氬弧焊機 交流氬弧焊機 交流氬弧焊機 焊接電壓( V) 22~25 20~25 25~30 焊接電流( A) 220~240 210~230 300~400 焊接速度( m/m) 電源及極性 AC AC AC 填 料 牌 號 5183 5183 填 料 規 格 Φ6 Φ6 焊劑或保護劑 Ar Ar Ar 氣體流量( L/min) 14~16 14~16 14~16 噴嘴直徑( m m) Φ16 Φ 16 Φ16 鎢棒直徑( m m) Φ6 Φ6 Φ6 焊前準備: 1、施焊前,坡口表面應平整、光滑、不 應有裂紋、分層、夾渣

格式:pdf
大小:60KB
頁數: 6頁
12 東南 -PD-2005-94 9 序號 報告名稱 報告編號 頁數 1 建筑鋼結構焊接工藝評定報告 (鋼板橫對接 /氣保焊 Q235Bδ=20mm) 東南 -PD-2009-37 10 2 建筑鋼結構焊接工藝評定報告 (角接接頭對接 /Q235Bδ=20mm) 東南 -PD-2009-38 9 3 建筑鋼結構焊接工藝評定報告 (鋼板對接 /氣保焊 Q235Bδ=20mm) 東南 -PD-2009-39 10 4 建筑鋼結構焊接工藝評定報告 (鋼板對接 /氣保焊 Q235B+Q345B δ=25mm) 東南 -PD-2009-40 10 5 建筑鋼結構焊接工藝評定報告 (T形對接與角接組合焊 Q235B δ=20mm) 東南 -PD-2009-41 10 6 建筑鋼結構焊接工藝評定報告 (T 形對接與角接組合焊 /氣保焊 Q235B δ=20mm+Q345Bδ=50mm) 東南 -PD-
熱門知識
焊接工藝品圖片精華知識
焊接工藝品圖片-
話題: 工程造價woainizixv
最新知識
焊接工藝品圖片-
話題: 工程造價listen112980
相關問答
焊接工藝品圖片-
話題: 工程造價nihaokv2006
焊接工藝品圖片相關專題
- 在CAD圖中怎樣標注焊接符號
- RCA端子如何焊接
- CAD 2008 中怎么找到焊接符號
- CAD管件與管件焊接符號
- CAD焊接標注(塞焊)
- CAD焊接符號標準
- CAD焊接畫法問題
- CAD里面焊接符號怎么標注
- 斜鋼梯踏板焊接要求
- 鋼梯焊接要求
- 中國焊接學會堆焊及表面工程專委會
- 起重機主梁工字鋼磨損及焊接變形的檢驗案列分析
- 引子渡水電站溢洪道弧形工作閘門焊接變形與處理
- 圓鋼管混凝土T型焊接節點應力強度因子計算方法
- 圓鋼管KK型搭接節點內隱藏焊縫焊接與否有限元分析
- 圓鋼管混凝土K型焊接管板節點試驗和有限元分析
- 中國工程建設焊接協會全國優秀焊接工程
- 制作質量對塔式起重機結構件焊接節點疲勞性能的影響
- 改善超高壓電纜金屬鋁護套氬弧焊焊接質量方法
- 工程機械行業焊接與切割應用現狀及關鍵技術發展趨勢
- 國內外焊接內螺紋銅管與無縫內螺紋銅管技術發展狀況
- 埋弧焊焊接工藝及操作方法
- 關于白車身裝焊夾具設計及點焊機器人焊接仿真分析
- 基于BP神經網絡5A06鋁合金電子束焊接熔深預測
- 含表面缺陷雙相不銹鋼管道非匹配焊接接頭安全評定
- 抗震焊接接頭在模擬地震循環載荷作用下累積損傷
- 接地扁鐵焊接方法