




格式:pdf
大小:197KB
頁數: 5頁
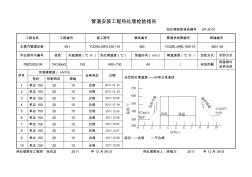
管道安裝工程熱處理檢驗報告 熱處理檢驗報告編號: BYJZ-01 工程名稱 工程編號 施工圖號 管線編號 管道單線圖編號 焊縫編號 主蒸汽管道安裝 5E1 YG290.49RL160116 MS YG290.49RL160116 MS1-50 作業指導書編號 材質 升溫速度(℃ /h) 熱處理溫度(℃) 恒溫時間( min) 降溫速度(℃ /h) 加熱方式 冷卻方式 PBZ2002-08 15CrMoG 150 690~730 40 / 電加熱器 保溫棉內 自然冷卻 序號 實測硬度值( HV10) 合格判定 日期 設定熱處理溫度——時間記錄曲線 結論:□合格 □不合格 母材 熱影響區 焊縫 1 單邊 150 20 15 合格 2011.12. 01 2 單邊 150 20 15 合格 2011.12. 02 3 單邊 150 20 15 合格 2011.12.03 4 單邊 15
格式:pdf
大小:32KB
頁數: 2頁
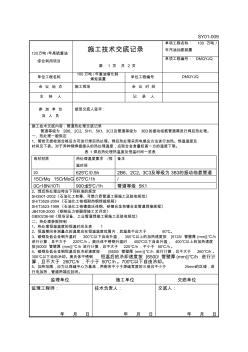
SY01-009 120萬噸 /年高硫重油 綜合利用項目 施工技術交底記錄 第 1 頁 共 2 頁 單項工程名稱: 100 萬噸 / 年汽油加氫裝置 單項工程編號: DMQYJQ 單位工程名稱 100萬噸 /年重油催化制 烯烴裝置 單位工程編號 DMQYJQ 會 議 地 點 施工現場 會 議 時 間 主 持 人 記 錄 人 參 加 單 位 及 人 員 接受交底人簽字: 施工技術交底內容:管道熱處理交底記錄 管道等級為 2B6、2C2、5H1、5K1、3C3及管道等級為 3B3的振動臨氫管道需進行焊后熱處理。 一、熱處理一般規定 1、管線無損檢測合格后方可進行焊后熱處理。焊后熱處理采用電感應方法進行加熱。恒溫溫度及 時間見下表。對于異種鋼焊接接頭的熱處理溫度,應取合金含量較高一方的溫度下限。 表 1 焊后熱處理熱溫度及恒溫時間一覽表 母材材質 熱處理溫度要求 /恒 溫時間 備注 20
熱門知識
焊縫熱處理保溫時間-
話題: 工程造價wwg22226010
-
話題: 工程造價swoblatus9
精華知識
焊縫熱處理保溫時間-
話題: 工程造價yongzheqwer
-
話題: 地產家居wangzhongsai
最新知識
焊縫熱處理保溫時間-
話題: 工程造價maojialdcr
-
話題: 工程造價asdfnj2468
相關問答
焊縫熱處理保溫時間-
話題: 工程造價lc19930818
-
話題: 工程造價chinatongfei
焊縫熱處理保溫時間相關專題
- 罐外焊縫有水能噴砂
- 水管網焊縫開裂有水怎么焊
- 合格焊縫
- 焊縫 咬邊
- 焊縫夾雜
- 焊縫未熔合
- 全熔透焊縫符號
- 焊縫的標注
- 焊縫根部收縮
- 焊縫表示法
- 可替代現有隔熱保溫材料的新型材料
- 中國機械工程學會授予材料熱處理工程師資格人員名單
- 新型節能型燒結頁巖空心磚外墻的自保溫系統
- 中國建筑保溫材料市場需求將達28.4億
- 制定機械加工勞動定額切削用量時間標準若干問題
- 增強水泥(GRC)聚苯復合板外墻保溫施工工藝標準
- 勻質改性復合防火保溫板建筑外保溫系統應用技術導則
- 勻質改性防火保溫板外墻外保溫工程施工組織設計方案
- 圓鋼管KK型搭接節點內隱藏焊縫焊接與否有限元分析
- 有關A級防火保溫材料玻璃巖棉玻化砂漿等的對比分析
- 增強型改性發泡水泥保溫板建筑保溫系統應用技術標準
- 增強水泥GRC聚苯復合板外墻內保溫施工交底記錄.
- 憎水爐砟粉煤灰水泥防水保溫隔熱屋面板的研制與開發
- 與主體結構同步施工的現澆剪力墻外墻外保溫施工工法
- 工藝參數對鋁合金激光填絲搭接焊縫成形影響
- 關于實施無機輕集料保溫砂漿及系統技術規程
- 關于復合發泡水泥板外墻外保溫系統應用時應注意事項