




格式:pdf
大小:39KB
頁(yè)數(shù): 4頁(yè)
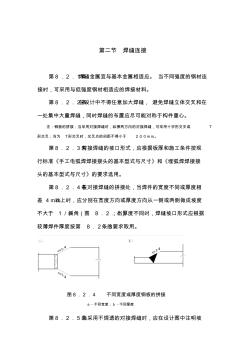
第二節(jié) 焊縫連接 第8.2.1條 焊縫金屬宜與基本金屬相適應(yīng)。 當(dāng)不同強(qiáng)度的鋼材連 接時(shí),可采用與低強(qiáng)度鋼材相適應(yīng)的焊接材料。 第8.2.2條 在設(shè)計(jì)中不得任意加大焊縫, 避免焊縫立體交叉和在 一處集中大量焊縫,同時(shí)焊縫的布置應(yīng)盡可能對(duì)稱(chēng)于構(gòu)件重心。 注:鋼板的拼接:當(dāng)采用對(duì)接焊縫時(shí),縱橫兩方向的對(duì)接焊縫,可采用十字形交叉或 T 形交叉;當(dāng)為 T形交叉時(shí),交叉點(diǎn)的間距不得小于 200mm。 第8.2.3條 對(duì)接焊縫的坡口形式,應(yīng)根據(jù)板厚和施工條件按現(xiàn) 行標(biāo)準(zhǔn)《手工電弧焊焊接接頭的基本型式與尺寸》和《埋弧焊焊接接 頭的基本型式與尺寸》的要求選用。 第8.2.4條 在對(duì)接焊縫的拼接處,當(dāng)焊件的寬度不同或厚度相 差 4mm以上時(shí),應(yīng)分別在寬度方向或厚度方向從一側(cè)或兩側(cè)做成坡度 不大于 1/4斜角(圖 8.2.4);當(dāng)厚度不同時(shí),焊縫坡口形式應(yīng)根據(jù) 較薄焊件厚度按第 8.2.3條

格式:pdf
大小:427KB
頁(yè)數(shù): 3頁(yè)
鋼結(jié)構(gòu)的連接方法可分為焊縫連接、螺栓連接以及鉚釘連接等,其中焊縫連接是現(xiàn)代鋼結(jié)構(gòu)最主要的連接方法。其優(yōu)點(diǎn)是方便適用,零件簡(jiǎn)單,制造方便,并能節(jié)省鋼材,易于采用自動(dòng)化操作,生產(chǎn)效率高。文章首先對(duì)焊縫連接形式對(duì)接焊縫和角焊縫進(jìn)行簡(jiǎn)要介紹,然后對(duì)二者相關(guān)因子的計(jì)算方法稍作分析,最后通過(guò)實(shí)例探究鋼結(jié)構(gòu)焊縫連接工藝。
熱門(mén)知識(shí)
焊縫連接ppt-
話(huà)題: 地產(chǎn)家居梁小小A
-
話(huà)題: 工程造價(jià)sweetcloud
精華知識(shí)
焊縫連接ppt-
話(huà)題: 地產(chǎn)家居朱元立
-
話(huà)題: 工程造價(jià)liang00211
-
-
-
最新知識(shí)
焊縫連接ppt-
-
話(huà)題: 工程造價(jià)一見(jiàn)江湖
-
話(huà)題: 工程造價(jià)yx12051732
相關(guān)問(wèn)答
焊縫連接ppt-
話(huà)題: 地產(chǎn)家居qweqwe1251
-
-
話(huà)題: 工程造價(jià)hxhhxh1979
專(zhuān)題概述
焊縫連接ppt知識(shí)來(lái)自于造價(jià)通云知平臺(tái)上百萬(wàn)用戶(hù)的經(jīng)驗(yàn)與心得交流。 注冊(cè)登錄 造價(jià)通即可以了解到相關(guān)焊縫連接ppt最新的精華知識(shí)、熱門(mén)知識(shí)、相關(guān)問(wèn)答、行業(yè)資訊及精品資料下載。同時(shí),造價(jià)通還為您提供材價(jià)查詢(xún)、測(cè)算、詢(xún)價(jià)、云造價(jià)等建設(shè)行業(yè)領(lǐng)域優(yōu)質(zhì)服務(wù)。手機(jī)版訪問(wèn):焊縫連接ppt
相關(guān)話(huà)題
資料下載
相關(guān)資訊
焊縫連接ppt相關(guān)專(zhuān)題
- 考工程的核專(zhuān)業(yè)
- 考爆破證一般什么時(shí)候發(fā)證
- 考法學(xué)博士的條件
- 考工程技術(shù)員要什么條件
- 考核與考評(píng)的區(qū)別
- 考取軟件工程師證書(shū)
- 考系統(tǒng)集成二級(jí)工程師
- 考研心理學(xué)買(mǎi)哪些書(shū)
- 考職稱(chēng)英語(yǔ)有什么用
- 考勤表格式不會(huì)畫(huà)怎么辦
- 在砌塊配筋砌體中使用的新型鋼筋直螺紋連接套筒
- 在這里卡住 防止螺栓連接松弛的成對(duì)的楔形鎖緊盤(pán)
- 多功能快速連接法蘭CN209743850U
- 圓鋼管KK型搭接節(jié)點(diǎn)內(nèi)隱藏焊縫焊接與否有限元分析
- 中國(guó)建設(shè)銀行工作總結(jié)通用PPT
- 怎樣正確連接三相電動(dòng)機(jī)接線盒內(nèi)已混亂的六根引出線
- 關(guān)于環(huán)網(wǎng)柜與10kV電纜連接問(wèn)題及其解決措施
- 工藝參數(shù)對(duì)鋁合金激光填絲搭接焊縫成形影響
- 關(guān)于16定額溝槽管道連接子目套用和計(jì)量技術(shù)復(fù)核記錄
- 公稱(chēng)壓力PN表示螺栓連接閥蓋楔式閘閥力矩參考表
- 光纖生物傳感器系統(tǒng)中光纖連接器性能分析與優(yōu)化設(shè)計(jì)
- 關(guān)于地基基礎(chǔ)設(shè)計(jì)若干問(wèn)題PPT之復(fù)合地基設(shè)計(jì)原則
- 光纜線路維護(hù)培訓(xùn)教材(基本常識(shí)及維護(hù)管理)PPT
- 關(guān)于加強(qiáng)預(yù)應(yīng)力混凝土抗拔管樁連接接頭質(zhì)量控制通知
- 關(guān)于發(fā)布環(huán)壓連接管道工程技術(shù)規(guī)程公告第96號(hào)
- 光纖光纜光纖連接器
- 關(guān)于建筑工程中鋼筋連接方法與質(zhì)量控制問(wèn)題論文要點(diǎn)
- 砌體工程ppt
- 水文循環(huán)PPT
- 水文預(yù)報(bào)ppt
- 防汛抗洪ppt
- 飛船上的特殊乘客ppt
- 鋼筋砼1ppt
- 鏤空隔斷構(gòu)造ppt
- 抗震工程試題
- 工程抗震試題
- 河道修防技師試題2級(jí)
- 河道修防工試題
- 河道修防工試題豆丁
- 鍋爐工證在那考取的
- 養(yǎng)老住宅需要考慮哪些
- 防雷檢測(cè)證個(gè)人能考不
- 住宅綠化參考文獻(xiàn)
- 環(huán)藝考研
- 環(huán)藝考研學(xué)校排行
- 同濟(jì)大學(xué)環(huán)藝考研
- 信息安全分析師怎么考
- 見(jiàn)證取樣員報(bào)考條件
- 大學(xué)生cad證書(shū)報(bào)考條件
- cad證書(shū)怎么考
- 大學(xué)生cad證書(shū)怎么考
- 鍋爐工證怎么考
- 司爐證報(bào)考條件
- 怎樣考取司爐工證
- 鍋爐司爐工必考題
- 開(kāi)工令和開(kāi)工報(bào)告區(qū)別
- 封露臺(tái)如何報(bào)審批