




格式:pdf
大小:27KB
頁數: 10頁
1 / 10 焊縫返修工藝卡 焊縫返修工藝卡 AAAAA有限公司 工令號 產品名稱 產品圖號 容器類別 工藝評定號 片號 缺陷性質 返修者 返修次數 焊工資格 b5E2RGbCAP 母材 缺陷部位及產生原因 坡口型式示意圖 序號 返修工藝措施及要求 焊 焊條 接材焊絲 料焊條 焊條烘烤溫度 焊劑烘烤溫度 清根手段 預熱溫度 預熱方法 層間溫度 焊后熱處理 焊條烘烤時間 p1EanqFDPw 焊接 電流 電壓 速度 焊條直徑焊絲直 鎢絲直徑 噴嘴直徑氬氣流量 (升 /電源種 類 和極性方法 徑(mm) 分) (A) (V) (mm/m) (mm) (mm) (mm) 焊 接 規 范 參編制 數 審核 DXDiTa9E3d 批準 焊縫返修記錄 AAAAAA有限公司 工令號 產品名稱 圖號 容器類別 返修次數 焊縫號 探傷片號 缺陷性質 環境溫度 記錄人 返修日期 環境濕度 返修坡
格式:pdf
大小:26KB
頁數: 1頁
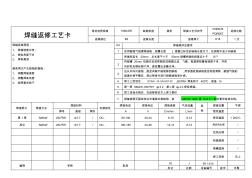
焊縫返修工藝卡 母材材質規格 16MnDR 缺陷類型 圓形 焊接工藝評定號 PQR076 PQR067 返修次數 返修部位 B3 返修長度 返修焊工 H18 1 次 焊縫返修原因: 1、 焊接速度過快; 2、 焊條角度不對 3、 焊條潮濕 避免再次產生缺陷的措施: 1、 調整焊接速度 2、 調整焊條角度 3、 按照要求烘干 序號 焊接程序及要求 1 采用碳弧氣刨清除缺陷,刨槽長度 L 根據已標定的缺陷長度尺寸,在刨除中至少向缺陷 兩端各延長 20mm,總長度不小于 50mm.刨槽兩端的斜度應小于 15° 2 將刨槽 20mm 范圍內及其兩側的范圍氧化皮、飛濺、粘渣等附著物清理干凈,并用 風砂輪及鋼絲刷干凈,直至露出金屬光澤。 3. 應從外向內部刨,直至肉眼不能觀察到缺陷 ,用滲透檢測缺陷是否徹底清除,碳弧氣刨的 熔渣補焊平整后,再從筒身外進行刨除缺陷和補焊。 4. 焊工上崗項目:
熱門知識
焊縫返修記錄精華知識
焊縫返修記錄-
話題: 工程造價yx12051732
最新知識
焊縫返修記錄-
話題: 工程造價boqiang525
-
話題: 工程造價luohui0820
-
話題: 地產家居qweqwe1251
-
話題: 工程造價shurrikers
相關問答
焊縫返修記錄焊縫返修記錄相關專題
- 安裝中焊縫問題
- 無縫鋼管外壁有沒有焊縫
- 鋼管角焊縫計算厚度
- 焊縫銑平機
- 相貫線焊縫
- 焊縫標注虛線
- 埋弧焊焊縫成形系數
- 焊縫成形系數是指
- 焊縫成形系數與質量
- 側面角焊縫的計算長度
- 地面蓄水試驗記錄
- 指路標志(里程碑和百米碑)施工記錄表
- 指路標志(分流、合流誘導標)施工記錄
- 智能建筑綜合布線系統安裝分項檢驗批質量驗收記錄表
- 支護工程鋼腰梁、混凝土腰梁檢驗批質量驗收記錄表
- 通風預埋管道的防護密閉專項工程質量驗收記錄表
- 有限公司電力液壓電梯門系統安裝工程質量驗收記錄表
- 幼兒園教育真石漆飾面工程檢驗批高質量驗收記錄簿表
- 振動沉管灌注樁施工記錄湘質監統編施2002—49
- 智能建筑視頻安防監控系統分項檢驗批質量驗收記錄表
- 圓鋼管KK型搭接節點內隱藏焊縫焊接與否有限元分析
- 中國CDM項目管理中心能力建設研討會記錄
- 園林的綠化檢驗批質量的驗收記錄簿表格全套要求規范
- 原始記錄-巖棉(礦物棉、玻璃棉)及制品的體積密度
- 儀表盤、箱、柜、操作臺施工交底記錄(安裝)
- 智能建筑電梯和自動扶梯系統分項工程質量驗收記錄表
- 增強水泥GRC聚苯復合板外墻內保溫施工交底記錄.