




格式:pdf
大小:50KB
頁(yè)數(shù): 4頁(yè)
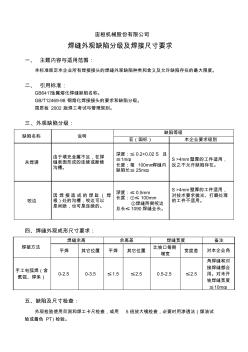
宙桓機(jī)械股份有限公司 焊縫外觀缺陷分級(jí)及焊接尺寸要求 一、 主題內(nèi)容與適用范圍: 本標(biāo)準(zhǔn)規(guī)定本企業(yè)所有焊接接頭的焊縫外觀缺陷種類(lèi)和含義及允許缺陷存在的最大限度。 二、 引用標(biāo)準(zhǔn): GB6417金屬熔化焊縫缺陷名稱(chēng)。 GB/T12469-98 鋼熔化焊接接頭的要求和缺陷分級(jí)。 國(guó)質(zhì)檢 2002 版焊工考試與管理規(guī)則。 三、外觀缺陷分級(jí): 缺陷名稱(chēng) 說(shuō)明 缺陷等級(jí) 亞(國(guó)標(biāo)) 本企業(yè)要求級(jí)別 未焊滿(mǎn) 由于填充金屬不足,在焊 縫表面形成的連續(xù)或斷續(xù) 溝槽。 深度:≤ 0.2+0.02 S 且 ≤1mm。 長(zhǎng)度:每 100mm焊縫內(nèi) 缺陷長(zhǎng)≤ 25mm。 S >4mm壁厚的工件適用, 反之不允許缺陷存在。 咬邊 因 焊接造成的焊趾(焊 根)處的溝槽,咬邊可以 是間斷,也可是連續(xù)的。 深度:≤ 0.5mm 長(zhǎng)度:①≤ 100mm ②焊縫兩側(cè)咬邊 總長(zhǎng)≤ 1090焊縫全長(zhǎng)。 S >4mm壁厚的工
![焊縫等級(jí)分類(lèi)及無(wú)損檢測(cè)要求[1]](https://files.zjtcn.com/group1/M00/5E/0F/CgoBZ2A43IiAVx3gAAAxjCgzvMo700.jpg)
格式:pdf
大小:35KB
頁(yè)數(shù): 4頁(yè)
焊縫等級(jí)分類(lèi)及無(wú)損檢測(cè)要求 焊縫應(yīng)根據(jù)結(jié)構(gòu)的重要性、荷載特性、焊縫形式、工作環(huán)境以及應(yīng)力狀態(tài)等情況,按下述原則分別選用不同的質(zhì)量等級(jí), 1. 在需要進(jìn)行疲勞計(jì)算的構(gòu)件中,凡對(duì)接焊縫均應(yīng)焊透,其質(zhì)量等級(jí)為 1) 作用力垂直于焊縫長(zhǎng)度方向的橫向?qū)雍缚p或 T 形對(duì)接與角接組合焊縫,受拉時(shí)應(yīng)為一級(jí),受壓時(shí)應(yīng)為二級(jí); 2)作用力平行于焊縫長(zhǎng)度方向的縱向?qū)雍缚p應(yīng)為二級(jí)。 2 .不需要計(jì)算疲勞的構(gòu)件中,凡要求與母材等強(qiáng)的對(duì)接焊縫應(yīng)予焊透,其質(zhì)量等級(jí)當(dāng)受拉時(shí)應(yīng)不低于二級(jí),受壓時(shí)宜為二級(jí) 3 .重級(jí)工作制和起重量 Q≥50t吊車(chē)梁的腹板與 L 冀緣之間以及吊車(chē)析架上弦桿與節(jié)點(diǎn)板之間的 T 形接頭焊縫均要求焊透. 焊縫 形式一般為對(duì)接與角接的組合焊縫,其質(zhì)量等級(jí)不應(yīng)低于二級(jí) 4 .不要求焊透的 ’ I'形接頭采用的角焊縫或部分焊透的對(duì)接與角接組合焊縫,以及搭接連接采用的角焊縫,其質(zhì)量等級(jí)為: 1)對(duì)直接承
熱門(mén)知識(shí)
焊縫打磨要求精華知識(shí)
焊縫打磨要求-
話題: 工程造價(jià)gaopeng2003
-
話題: 工程造價(jià)maojialdcr
-
話題: 工程造價(jià)zhanghuanYW
最新知識(shí)
焊縫打磨要求-
話題: 地產(chǎn)家居Tonycjzm
-
話題: 建筑施工yuhuashi1988
-
話題: 工程造價(jià)152****1014
-
相關(guān)問(wèn)答
焊縫打磨要求
專(zhuān)題概述
焊縫打磨要求知識(shí)來(lái)自于造價(jià)通云知平臺(tái)上百萬(wàn)用戶(hù)的經(jīng)驗(yàn)與心得交流。 注冊(cè)登錄 造價(jià)通即可以了解到相關(guān)焊縫打磨要求最新的精華知識(shí)、熱門(mén)知識(shí)、相關(guān)問(wèn)答、行業(yè)資訊及精品資料下載。同時(shí),造價(jià)通還為您提供材價(jià)查詢(xún)、測(cè)算、詢(xún)價(jià)、云造價(jià)等建設(shè)行業(yè)領(lǐng)域優(yōu)質(zhì)服務(wù)。手機(jī)版訪問(wèn):焊縫打磨要求
相關(guān)話題
資料下載
相關(guān)資訊
焊縫打磨要求相關(guān)專(zhuān)題
- 安裝中焊縫問(wèn)題
- 無(wú)縫鋼管外壁有沒(méi)有焊縫
- 鋼管角焊縫計(jì)算厚度
- 焊縫銑平機(jī)
- 相貫線焊縫
- 焊縫標(biāo)注虛線
- 埋弧焊焊縫成形系數(shù)
- 焊縫成形系數(shù)是指
- 焊縫成形系數(shù)與質(zhì)量
- 側(cè)面角焊縫的計(jì)算長(zhǎng)度
- 中華人民共和國(guó)水產(chǎn)行業(yè)標(biāo)準(zhǔn)玻璃鋼漁船建造質(zhì)量要求
- 有抗震結(jié)構(gòu)設(shè)計(jì)要求的建筑必須要使用HRBE鋼筋嗎
- 中國(guó)水利報(bào)評(píng)論:理清全面深化水利改革的思路與要求
- 圓鋼管KK型搭接節(jié)點(diǎn)內(nèi)隱藏焊縫焊接與否有限元分析
- 園林的綠化檢驗(yàn)批質(zhì)量的驗(yàn)收記錄簿表格全套要求規(guī)范
- 原材料和配件檢驗(yàn)項(xiàng)目、質(zhì)量要求和檢驗(yàn)頻次內(nèi)控標(biāo)準(zhǔn)
- 中國(guó)華電集團(tuán)公司防止電力生產(chǎn)事故重點(diǎn)措施補(bǔ)充要求
- 異型鋼伸縮縫在舊橋改造施工中安裝新工藝及技術(shù)要求
- 園林工程施工技術(shù)要求及效果驗(yàn)收標(biāo)準(zhǔn)概述
- 工藝參數(shù)對(duì)鋁合金激光填絲搭接焊縫成形影響
- 弱電箱技術(shù)標(biāo)準(zhǔn)及要求
- 工程地質(zhì)知識(shí)人工挖孔樁安全技術(shù)要求及施工安全措施
- 各類(lèi)商業(yè)對(duì)建筑要求
- 工程所需各種施工方案匯總及相關(guān)論證要求
- 工程灌注樁施工技術(shù)指導(dǎo)文件及技術(shù)措施要求(工程部)
- 廣州白云機(jī)場(chǎng)鉑爾曼大酒店消防系統(tǒng)維修保養(yǎng)項(xiàng)目及要求
- 廣東省建筑工程竣工驗(yàn)收技術(shù)資料統(tǒng)一用表表格填寫(xiě)要求
- 焊縫厚度要求
- 焊縫常見(jiàn)缺陷
- 焊縫大小規(guī)格
- 焊縫如何分類(lèi)
- 焊縫弧坑照片
- 焊縫檢驗(yàn)等級(jí)
- 法蘭角焊代號(hào)
- 焊縫分區(qū)
- 焊縫過(guò)熱
- 焊縫等級(jí)劃分標(biāo)準(zhǔn)
- 焊縫角度使用
- 焊縫那個(gè)級(jí)別最高
- 焊縫外觀檢查記錄
- 焊縫金屬脫硫
- 焊縫裂開(kāi)是什么原因
- 焊縫形式的選擇
- 焊縫打磨工具
- 焊縫磁力探傷試驗(yàn)
- 焊縫系數(shù)為1
- 1cm焊縫 受力
- 焊縫的主要形式
- 焊縫深寬比
- 酸洗對(duì)焊縫的影響
- 焊縫內(nèi)凹評(píng)級(jí)
- 焊縫形狀系數(shù)
- 焊縫熔深國(guó)家標(biāo)準(zhǔn)
- 幾級(jí)焊縫需要探傷
- 二保焊探傷焊縫如何焊
- 三級(jí)焊縫要求