




格式:pdf
大小:243KB
頁數: 8頁
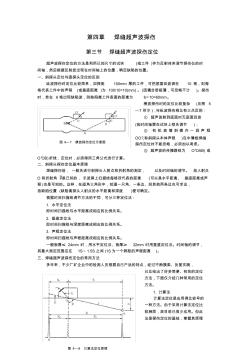
第四章 焊縫超聲波探傷 第三節 焊縫超聲波探傷定位 超聲波探傷定位的方法是利用已知尺寸的試塊 (或工件 )作為反射體來調節探傷儀的時 間軸,然后根據反射波出現在時間軸上的位置,確定缺陷的位置。 一、斜探頭定位與直探頭定位的區別 縱波探傷時定位比較簡單,如探測 100mm 厚的工件,可把底面回波調在 10 格,則每 格代表工件中的聲程 (或垂直距離 )為 100/10=10(mm) 。 (因耦合層極薄,可忽略不計 )。探傷 時,若在 6格出現缺陷波,則缺陷離工件表面的距離為 6×10=60mm。 橫波探傷時的定位比較復雜 (見圖 5 –7 所示 ),與縱波探傷相比有三點區別: ① 超聲波射到底面時無底面回波 (故時間軸需在試塊上預先調節 ); ② 有 機 玻 璃 斜 楔 內 一 段 聲 程 OO (稱斜探頭本體聲程 )在中薄板焊縫 探傷定位時不能忽略,必須加以考慮。 ③ 超聲波的傳播路線為
格式:pdf
大小:66KB
頁數: 1頁
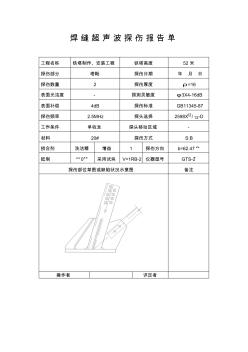
焊 縫超 聲 波 探 傷 報告 單 工程名稱 鐵塔制作、安裝工程 鐵塔高度 52米 探傷部分 塔靴 探傷日期 年 月 日 探傷數量 2 探傷厚度 ρ=16 表面光潔度 - 探測靈敏度 φ3X4-16dB 表面補償 4dB 探傷標準 GB11345-87 探傷頻率 2.5MHz 探頭選擇 2598X12/ 12-D 工作條件 單收發 探頭移動區域 - 材料 20# 探傷方式 S:B 損合劑 洗潔精 增益 1 探傷方向 b=62.47° 抵制 “0” 采用試塊 V=1RB-2 儀器型號 GTS-2- 探傷部位草圖或缺陷狀況示意圖 備注 操作者 評定者
熱門知識
焊縫超聲波探傷-
話題: 工程造價sunsheng9999
-
話題: 水利水電0551lizxun
精華知識
焊縫超聲波探傷最新知識
焊縫超聲波探傷相關問答
焊縫超聲波探傷
焊縫超聲波探傷相關專題
- 金屬焊縫用耐壓密封膠
- 焊縫掛不住油漆怎么辦
- 涂焊縫密封膠的工藝
- 幕墻鋼架施工焊縫補漆
- 黃金焊縫
- 焊縫有幾種
- 焊縫的表示
- 焊縫返修卡
- 焊縫機加工
- 焊縫問題
- 圓鋼管KK型搭接節點內隱藏焊縫焊接與否有限元分析
- 可實現高速信號處理的超聲波無損檢測系統的設計
- 工藝參數對鋁合金激光填絲搭接焊縫成形影響
- 厚度等于或大于6mm鋼板超聲波檢驗方法(反射法)
- 國內外鋼結構設計規范關于角焊縫限值及計算方法比較
- 末級過熱器U型管與不銹鋼吊掛板連接角焊縫泄漏原因
- 倫茨交流伺服控制器在直縫埋弧鋼管超聲波探傷上應用
- 中華人民共和國國家標準焊縫符號表示方法
- Super-MIG復合技術在高強鋼角焊縫焊接領域的應用
- PE管道對接焊縫的X射線檢測安慶特種設備監督檢驗中心
- 16Mn鋼混合氣體保護焊時焊縫金屬中氣體含量變化的規律
- 鋼焊縫手工超聲波探傷方法
- 地質雷達結合超聲波透射法在水庫防滲墻質量檢測中的應用
- Cr25Ni5Mo2雙相不銹鋼材料及產品的超聲波探傷
- ARM Cortex-M3便攜式智能超聲波液位計
- CNG地下儲氣井檢測用的自動懸浮式超聲波探頭設計
- MSP430超聲波液位測量儀的設計及無線收發