





格式:pdf
大小:41KB
頁數: 3頁
點焊接頭的設計 點焊通常采用搭接接頭和折邊接頭接頭可以由兩個或兩個以上等厚度或不等厚 度的工件組成。 在設計點焊結構時, 必須考慮電極的可達性, 即電極必須能方便 地抵達工件的焊接部位。同時還應考慮諸如邊距、搭接量、點距、裝配間隙和焊 點強度諸因素。 邊距的最小值取決于被焊金屬的種類, 厚度和焊接條件。 對于屈服強度高的 金屬、薄件或采用強條件時可取較小值。 搭接量是邊距的兩倍,推薦的最小搭接量見表 1。 表 1 接頭的最小搭接量( mm)3 最薄板件 厚度 單排焊點 雙排焊點 結構鋼 不銹鋼及 高溫合金 輕合金 結構鋼 不銹鋼及 高溫合金 輕合金 0.5 0.8 1.0 1.2 1.5 2.0 2.5 3.0 3.5 4.0 8 9 10 11 12 14 16 18 20 22 6 7 8 9 10 12 14 16 18
格式:pdf
大小:48KB
頁數: 3頁
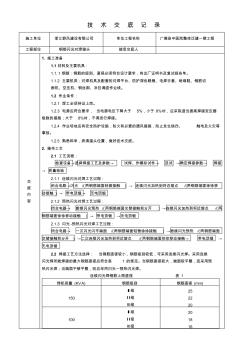
技 術 交 底 記 錄 施工單位 浙江野風建設有限公司 單位工程名稱 廣德縣中醫院整體遷建一期工程 工程部位 鋼筋閃光對焊接頭 接受交底人 交 底 內 容 1. 施工準備 1.1 材料及主要機具: 1.1. 1 鋼筋:鋼筋的級別、直徑必須符合設計要求,有出廠證明書及復試報告單。 1.1.2 主要機具:對焊機具及配套的對焊平臺、防護深色眼鏡、電焊手套、絕緣鞋、鋼筋切 斷機、空壓機、鋼絲刷、冷拉調直作業線。 1.2 作業條件: 1.2.1 焊工必須持證上崗。 1.2.3 電源應符合要求, 當電源電壓下降大于 5%,小于 8%時,應采取適當提高焊接變壓器 級數的措施;大于 8%時,不得進行焊接。 1.2.4 作業場地應有安全防護設施,防火和必要的通風措施,防止發生燒傷、 觸電及火災等 事故。 1.2.5 熟悉料單,弄清接頭位置,做好技術交底。 2. 操作工藝 2.1 工藝流程: 檢查設備→選擇焊
熱門知識
hdmi免焊接頭-
話題: 造價軟件huaxinlihua
-
話題: 造價軟件rocketman03
-
話題: 工程造價tangch1978
精華知識
hdmi免焊接頭最新知識
hdmi免焊接頭-
話題: 造價軟件server3080
-
話題: 造價軟件ruansong84
-
話題: 工程造價maswxw51800
相關問答
hdmi免焊接頭-
話題: 造價軟件g_181886232
-
話題: 工程造價glj2036888
-
話題: 工程造價liuyuantang
hdmi免焊接頭相關專題
- 樓面砼裂縫如何防范
- 卡基諾金做樓梯好
- 卡曼石材做門檻石好看么
- 卡式爐是什么安全嗎
- 卡特挖掘機型號怎么分
- 開發商建房地下溶洞問題
- 開發商建房流程有哪些
- 開放漆木門好不好
- 開放性陽臺的保溫如何做
- 卡特挖掘機的型號怎么區分
- 影響免蒸養(壓)粉煤灰小型空心砌塊強度指標的因素
- 新型免扎線絕緣子在配電網架空線路中的應用??
- 易飛揚HDMI1.4高清無損光纖傳輸應用方案
- 各類接插頭焊接方法(HDMIDVIVGA等等)
- 免拆卸水泥復合模板結構混凝土柱軸心受壓性能
- 免振混凝土在福建廣播電視中心鋼管混凝土柱工程應用
- 免膠施工鋁單板幕墻設計中國建筑裝飾
- 免振高性能混凝土拌合物工作性檢測方法及評價指標的研究
- 免像控無人機航攝系統在1:500 地形圖測繪中的應用
- 復合材料銅基活性釬料真空釬焊接頭的組織與性能
- 鋼筋焊接電渣壓力焊、氣壓焊、閃光對焊接頭
- 合金釬焊接頭窄釬縫區高溫循環應力應變分析方法
- HDMI連接線生產工藝
- 壓力自適應、免補水式煤氣管道排水器講解
- 新型節能建筑免拆模板裝飾一體化復合墻體施工工藝的研究
- 地鐵免蒸養盾構隧道管片混凝土的設計與制備及其工程應用
- 釬料對TiAl基合金與40Cr釬焊接頭強度的影響