





格式:pdf
大小:245KB
頁數: 9頁
基 礎 資 料 ( 焊 材 ) 說明: 制定焊接材料消耗工藝定額標準所采用的系數為: 手工焊: G 填(填充金屬重量 )= G 條 /0.5 (焊條重量 ); 埋弧自動焊: G 絲(焊絲重量 )=1.1 G 填 G 劑=1.3 G 填; 電渣焊: G 絲=1.05 G 填; 氣焊: G 絲=1.05 G 填 (焊鋁時: G 絲=1.3 G 填) 氬弧焊: G 絲=1.1 G 填; G 條 = 1.9 G 絲 (G 絲為自動焊、電渣焊、氣焊及氬弧焊焊絲定 額) 管子對接焊縫 第 1 頁 坡口形式與焊縫 注: 1、表中焊絲為全氣焊、全手工氬弧焊定額, 2、表中焊條為手工電焊定額, 3、當采用手工氬弧焊打底,手工電弧焊蓋面時,表中焊條應 乘以0.8。另外氬弧焊打底.焊絲按6Kg/100個頭計算。 管壁厚度 ( mm ) 焊縫截面積 ( mm2 ) 焊接材料消耗工藝定額Kg / m
格式:pdf
大小:19KB
頁數: 15頁
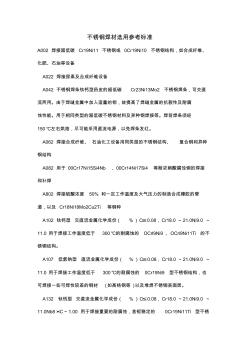
不銹鋼焊材選用參考標準 A002 焊接超低碳 Cr19Ni11 不銹鋼或 0Cr19Ni10 不銹鋼結構,如合成纖維、 化肥、石油等設備 A022 焊接尿素及合成纖維設備 A042 不銹鋼焊條鈦鈣型藥皮的超低碳 Cr23Ni13Mo2 不銹鋼焊條,可交直 流兩用。由于焊縫金屬中加入適量的鉬,故提高了焊縫金屬的抗裂性及耐腐 蝕性能。用于相同類型的超低碳不銹鋼材料及異種鋼焊接等。焊前焊條須經 150℃左右烘焙,盡可能采用直流電源,以免焊條發紅。 A062 焊接合成纖維、 石油化工設備用同類型的不銹鋼結構、 復合鋼和異種 鋼結構 A082 用于 00Cr17Ni15Si4Nb 、 00Cr14Ni17Si4 等耐濃硝酸腐蝕鋼的焊接 和補焊 A802 焊接硫酸濃度 50% 和一定工作溫度及大氣壓力的制造合成橡膠的管 道,以及 Cr18Ni18Mo2
熱門知識
焊材計算軟件-
話題: 工程造價sunsun1988
-
話題: 工程造價1107liyong
精華知識
焊材計算軟件最新知識
焊材計算軟件-
話題: 工程造價lhqgood123
相關問答
焊材計算軟件-
話題: 工程造價apigdeshijie
-
話題: 地產家居jc_huangshgd
焊材計算軟件相關專題
- 瀝青防水卷材如何使用
- 兩層3mm改性瀝青防水卷材
- 自粘防水卷材優點都有哪些
- 自粘防水卷材檢測
- 做防水卷材需要什么設備
- 做浴室柜用什么板材防水
- 怎么才能在水里焊東西
- 止水鐵板焊接搭接長度
- 卷材防水問題
- 卷材防水高度
- 逆變TIG焊機接觸引弧電路的設計(引弧電路)
- 云計算技術在城市軌道交通運營指揮管理系統中的應用
- 有源配電網設備利用率影響因子體系及其價值計算方法
- 云計算對企業信息化系統建設和運營的影響分析和改進
- 定征復合板材粘接層性質的非線性超聲蘭姆波方法
- 中國焊接學會堆焊及表面工程專委會
- 圓形隧道反向曲線隧道中心線兩種偏移計算方法的比較
- 引黃濟臨供水工程一級泵站圓形筒體支護結構計算分析
- 應用貴州省雨洪公式計算施工期設計洪水需注意的問題
- 起重機主梁工字鋼磨損及焊接變形的檢驗案列分析
- 引用CAD電子圖在廣聯達工程計算軟件中的應用技巧
- 中玻新材擬建10條800萬m~2Low-E玻璃線
- 中國建材工程亮相SNEC光伏大會暨(上海)展覽會
- 中國建材工程建設協會
- 無機材料工藝學課程改革探索
- 圓形截面鋼筋混凝土受彎構件正截面承載力的簡化計算
- 無收縮預應力混凝土高性能灌漿材料與應用