




格式:pdf
大小:47KB
頁數: 3頁
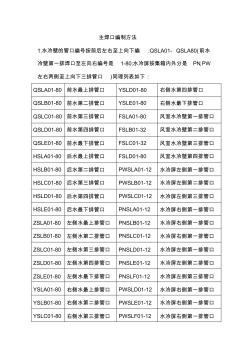
主焊口編制方法 1.水冷壁的管口編號按前后左右至上向下編 :QSLA01- QSLA80(前水 冷壁第一排焊口至左向右編號是 1-80;水冷屏按集箱內外分是 PN、PW 左右兩側至上向下三排管口 )同理列表如下 : QSLA01-80 前水最上排管口 YSLD01-80 右側水第四排管口 QSLB01-80 前水第二排管口 YSLE01-80 右側水最下排管口 QSLC01-80 前水第三排管口 FSLA01-80 風室水冷壁第一排管口 QSLD01-80 前水第四排管口 FSLB01-32 風室水冷壁第二排管口 QSLE01-80 前水最下排管口 FSLC01-32 風室水冷壁第三排管口 HSLA01-80 后水最上排管口 FSLD01-80 風室水冷壁第四排管口 HSLB01-80 后水第二排管口 PWSLA01-12 水冷屏左側第一排管口 HSLC01-80 后水第三排管口 PWS
格式:pdf
大小:482KB
頁數: 6頁
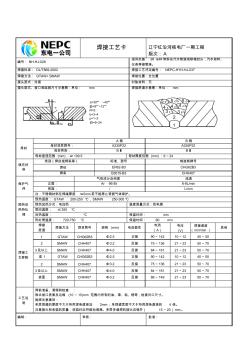
焊接工藝卡 遼寧紅沿河核電廠一期工程 版次: A 編號: NH-HJ-028 適用范圍: 3# &4#常規島汽水管道或聯箱封頭,汽水取樣、 儀表等接管座。 焊接標準: DL/T869-2002 焊接工藝評定編號: NEPC-HYH-HJ-037 焊接方法: GTAW+ SMAW 焊接位置:全位置 接頭型式:對接 襯墊材料:無 接頭型式、坡口和組裝尺寸示意圖:單位: mm a=30° ~40° β=8°~12° R=5 b=3~4 p=1~2 δ=9~24 R 焊接層道示意圖:單位: mm 1 2 3 1 3 2 4 1 4 2 4 3 5 1 5 2 5 3 母材 A 側 B 側 母材材質牌號: A335P22 A335P22 母材類別: BⅠ BⅠ 母材直徑范圍 (mm):≥ 109.5 母材厚度范圍 (mm):9~24 填充材 料 類別(焊絲或焊條等) 標準、型號 制造商
熱門知識
焊口-
話題: 項目管理yang110132
-
話題: 造價軟件DARKANGELL
精華知識
焊口
最新知識
焊口-
話題: 工程造價f125948353
-
話題: 工程造價HFDQ12345678
-
話題: 造價軟件lipeng0518

相關問答
焊口-
話題: 工程造價gyx1990love

焊口相關專題
- 裝飾線條抹門口
- 用大理石包窗口可以
- 幼兒園班級門口裝飾圖片
- 焊接法蘭的安裝
- 河北門窗后塞口
- 紅外線有3個大氣窗口嗎
- 基礎接地安裝焊接跨接線
- 工業管道焊接管件安裝
- 風井上的送風口安裝高度
- 風口散流器百葉窗
- 逆變TIG焊機接觸引弧電路的設計(引弧電路)
- 中國焊接學會堆焊及表面工程專委會
- 張家口市中心城區污水排水管網在線監測系統設計
- 在地鐵建設、運營中屏蔽門系統與相關專業的接口分析
- 起重機主梁工字鋼磨損及焊接變形的檢驗案列分析
- 云南洱海桃溪河口凈化工程的設計思路及初步凈化效果
- 中國對美國出口的商品結構、比較優勢及其穩定性分析
- 張家口清水河建設橋臨時支架及河道行洪能力計算分析
- 異種鋼焊接接頭退火工藝
- 中國電器工業協會電焊機分會五屆五次理事會
- 引黃工程汾河水庫取水口臨時擋水建筑物施工方案比選
- 中國電器工業協會電焊機分會四屆八次理事會會議紀要
- 圓鋼管混凝土T型焊接節點應力強度因子計算方法
- 圓鋼管KK型搭接節點內隱藏焊縫焊接與否有限元分析
- 以太網POE交換機供電網口溫濕度傳感器使用說明書
- 調整焊管工業結構
- 圓鋼管混凝土K型焊接管板節點試驗和有限元分析