





格式:pdf
大小:57KB
頁數(shù):
敘述了一種有益于冷軋鋼板、電鍍鋅鋼件和鋁材表面涂漆質(zhì)量的前處理方法,包括以錳改性的低鋅磷化和無鉻(氟鋯酸鋁為主鹽的)鈍化。其中磷化以噴淋施工,時(shí)間2分鐘溫度55℃,磷化液組分:0.7g/LZn、1.0g/LMn、1.0g/LNi、2.0g/LNa、0.15g/LNH4、0.04g/LFe(111)、13g/LP_2O_5、2.1g/LNO_3、0.3
格式:pdf
大小:17KB
頁數(shù): 2頁
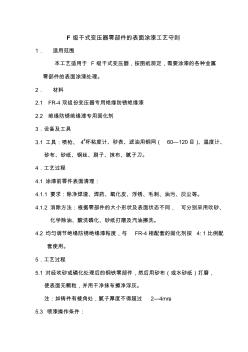
F 級(jí)干式變壓器零部件的表面涂漆工藝守則 1. 適用范圍 本工藝適用于 F 級(jí)干式變壓器,按圖紙規(guī)定,需要涂漆的各種金屬 零部件的表面涂漆處理。 2. 材料 2.1 FR-4 雙組份變壓器專用絕緣防銹絕緣漆 2.2 絕緣防銹絕緣漆專用固化劑 3.設(shè)備及工具 3.1 工具:噴槍、 4#杯粘度計(jì)、秒表、濾油用銅網(wǎng)( 60—120目)、溫度計(jì)、 砂布、砂紙、鋼絲、刷子、抹布、膩?zhàn)拥丁?4.工藝過程 4.1 涂漆前零件表面清理: 4.1.1 要求:除凈焊渣、焊藥、氧化皮、浮銹、毛刺、油污、灰塵等。 4.1.2 消除方法:根據(jù)零部件的大小形狀及表面狀態(tài)不同, 可分別采用吹砂、 化學(xué)除油、酸洗磷化、砂紙打磨及汽油擦洗。 4.2 均勻調(diào)節(jié)絕緣防銹絕緣漆粘度,與 FR-4相配套的固化劑按 4: 1比例配 套使用。 5.工藝過程 5.1 對(duì)經(jīng)吹砂或磷化處理后的鋼鐵零部件,然后用砂布(或水砂紙)打磨, 使表面
熱門知識(shí)
廣西墻面涂漆精華知識(shí)
廣西墻面涂漆-
-
話題: 工程造價(jià)hzr20070104
-
最新知識(shí)
廣西墻面涂漆
相關(guān)問答
廣西墻面涂漆廣西墻面涂漆相關(guān)專題
- 廣西安裝工程稅金取多少
- 廣西游泳池設(shè)備安裝
- 廣西涂料品牌哪個(gè)更好
- 廣西農(nóng)村自建房直播
- 廣西華輝裝飾集團(tuán)
- 廣西東興紅木
- 廣西南寧裝飾
- 廣西裝飾
- 廣西品匠裝飾
- 廣西木屋
- 中國(guó)水電集團(tuán)承建的廣西橋鞏水電站3號(hào)機(jī)組投產(chǎn)發(fā)電
- 多樂士竹炭森呼吸系列墻面漆
- 應(yīng)用粉刷石膏解決加氣混凝土內(nèi)墻面粉刷層空鼓和開裂
- 掌握墻面及輕質(zhì)隔墻工程施工技術(shù)word資料35頁
- 中等職校建筑施工技術(shù)墻面瓷磚鑲貼施工工藝教學(xué)
- 干掛石材施工必看最詳細(xì)墻面干掛石材施工方案、方法
- 廣西標(biāo)準(zhǔn)化河船進(jìn)行LNG動(dòng)力改造可行性分析
- 廣西河池、玉林地區(qū)水電局出臺(tái)加強(qiáng)水環(huán)境監(jiān)測(cè)工作文件
- 廣西建業(yè)中天工程咨詢有限公司城區(qū)小歷街至鳳凰街道路
- 廣西公路工程試驗(yàn)檢測(cè)員回彈法檢測(cè)考試試題
- 廣西公路造價(jià)師技術(shù)與計(jì)量瀝青路面施工方案考試試題
- 廣西高速公路施工標(biāo)準(zhǔn)化技術(shù)指南(工地現(xiàn)場(chǎng)建設(shè)分冊(cè))
- 廣西西江航運(yùn)干線水上交通安全監(jiān)管
- 廣西農(nóng)投集團(tuán)農(nóng)網(wǎng)工程建設(shè)管理
- 廣西注冊(cè)監(jiān)理工程師合同管理索賠管理試題
- 廣西2020年07月(5-7月)螺紋鋼信息價(jià)數(shù)據(jù)包
- 廣西電力工業(yè)勘察設(shè)計(jì)院建筑工程甲級(jí)資質(zhì)