
- 首頁 >
- > 鋼結構焊縫超聲波探傷
更新時間:2025.05.10





格式:pdf
大小:6.5MB
頁數: 1頁
在目前的鋼結構工程無損傷施工領域中,超聲波探傷是最常用到的一種技術手段,其主要是通過超聲波來對焊縫缺陷進行探測。目前,在我國對焊接接頭最常用檢測方法有兩種,即射線檢測法和超聲波檢測法,通過檢測,可以及時發現焊縫中的缺陷,尤其是焊縫中的裂紋以及未焊透的情況。就檢測結果而言,超聲波檢測更方便快捷的發現焊縫缺陷,因此成為最重要的檢測方法之一,其檢測結果也是評價焊縫質量的重要依據
格式:pdf
大小:243KB
頁數: 8頁
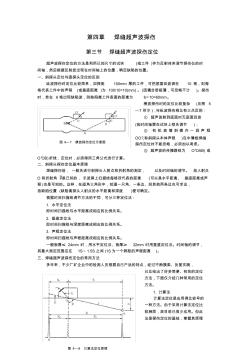
第四章 焊縫超聲波探傷 第三節 焊縫超聲波探傷定位 超聲波探傷定位的方法是利用已知尺寸的試塊 (或工件 )作為反射體來調節探傷儀的時 間軸,然后根據反射波出現在時間軸上的位置,確定缺陷的位置。 一、斜探頭定位與直探頭定位的區別 縱波探傷時定位比較簡單,如探測 100mm 厚的工件,可把底面回波調在 10 格,則每 格代表工件中的聲程 (或垂直距離 )為 100/10=10(mm) 。 (因耦合層極薄,可忽略不計 )。探傷 時,若在 6格出現缺陷波,則缺陷離工件表面的距離為 6×10=60mm。 橫波探傷時的定位比較復雜 (見圖 5 –7 所示 ),與縱波探傷相比有三點區別: ① 超聲波射到底面時無底面回波 (故時間軸需在試塊上預先調節 ); ② 有 機 玻 璃 斜 楔 內 一 段 聲 程 OO (稱斜探頭本體聲程 )在中薄板焊縫 探傷定位時不能忽略,必須加以考慮。 ③ 超聲波的傳播路線為
熱門知識
鋼結構焊縫超聲波探傷
精華知識
鋼結構焊縫超聲波探傷最新知識
鋼結構焊縫超聲波探傷
相關問答
鋼結構焊縫超聲波探傷-
話題: 造價軟件guihuazhan
-
話題: 工程造價chenquan520
-
話題: 工程造價YZHYANGZHEN
專題概述
鋼結構焊縫超聲波探傷知識來自于造價通云知平臺上百萬用戶的經驗與心得交流。 注冊登錄 造價通即可以了解到相關鋼結構焊縫超聲波探傷最新的精華知識、熱門知識、相關問答、行業資訊及精品資料下載。同時,造價通還為您提供材價查詢、測算、詢價、云造價等建設行業領域優質服務。手機版訪問:鋼結構焊縫超聲波探傷
相關話題
資料下載
相關資訊
鋼結構焊縫超聲波探傷相關專題
- 框架-核心筒結構鋼筋含量
- 框架核心筒結構鋼筋含量
- 框架結構構造柱鋼筋的做法
- 框架鋼結構圖紙怎么看
- 框架結構的柱鋼筋有彎鉤嗎
- 框架結構鋼筋各占多少比例
- 框架結構庫房鋼筋含量
- 框剪結構鋼筋含量問題
- 昆明鋼結構公司
- 遼寧省鋼結構損耗問題
- 園林綠化技術資料鋼結構油漆分項工程質量檢驗評定表
- 展廳A1屋面鋼結構工料機表【XX會展綜合體項目】
- 中博會展中心C1區鋼結構屋面大型主桁架的施工技術
- 中國鋼結構承包市場調查及未來五年投資前景評估報告
- 在建筑鋼結構工程中美國標準設計的高強構件替代
- 新的無線水污染超聲波明渠水量檢測儀的設計方法
- 圓鋼管KK型搭接節點內隱藏焊縫焊接與否有限元分析
- 可實現高速信號處理的超聲波無損檢測系統的設計
- 優秀鋼結構廠房施工組織設計方案(技術標)
- 中國鋼結構協會鋼管分會七屆三次會員大會
- 中國機械工業標準匯編金屬無損檢測與探傷
- 中國一冶完成印度ESSAR高爐工程所有鋼結構制作
- 中電三十八所無線測試塔工程鋼結構平臺安裝專項方案
- 工藝參數對鋁合金激光填絲搭接焊縫成形影響
- 改性聚磷酸銨在室內水性超薄型鋼結構防火涂料中應用
- 廣東科學中心主樓幕墻工程A區主入口球鋼結構工程制
- 關于900t鐵路架橋機鋼結構焊接工藝采用標準