




格式:pdf
大小:32KB
頁數: 3頁
v1.0 可編輯可修改 1 PE管道熱熔連接操作規程 1、目的 為規范熱熔連接操作程序,提高管道操作的可靠性,保證焊接質量,特指定本規程。 2、焊接準備 焊接準備是焊接前必須進行的步驟,操作人員必須予以充分的重視。 設備應置于平整、干燥、并有足夠操作空間的場地,否則,應采取相應的措施。 檢查整個機具各個部位的緊固件有無脫落或松動,并予以必要的處理。 檢查整機電器線路有無損壞,并予以必要的處理。 檢查液壓箱內液壓油是否充足。 確認電源與機具輸入要求是否匹配。 將與規格一致的卡瓦裝入機架。 準備足夠的支撐物,以保證待焊接管材可與機架中心線處于同一高度,并能方便移 動。 將焊機各部件按照要求插裝連接好并檢查無誤。 設定加熱板溫度在 200~220℃。 接通焊機電源,打開加熱板、銑刀和油泵開關并試運行,檢查各自工作是否正常。 3、焊接 在焊接過程中,操作人員一般應參照焊接工藝卡各項參數進行操作。
格式:pdf
大小:23KB
頁數: 1頁
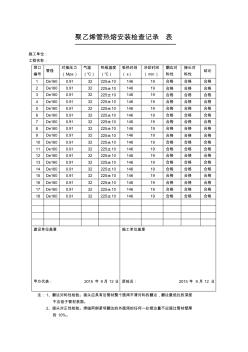
聚乙烯管熱熔安裝檢查記錄 表 施工單位: 工程名稱: 注: 1、翻邊對稱性檢驗。接頭應具有沿管材整個圓周平滑對稱的翻邊,翻邊最低處的深度 不應低于管材表面。 2、接頭對正性檢驗。焊縫兩側緊鄰翻邊的外圓周的任何一處錯邊量不應超過管材壁厚 的 10%。 焊口 編號 管徑 對接壓力 (Mpa) 氣溫 (℃) 熱板溫度 (℃) 吸熱時間 ( s) 冷卻時間 (min) 翻邊對 稱性 接頭對 稱性 結論 1 De160 0.91 32 225±10 146 19 合格 合格 合格 2 De160 0.91 32 225±10 146 19 合格 合格 合格 3 De160 0.91 32 225±10 146 19 合格 合格 合格 4 De160 0.91 32 225±10 146 19 合格 合格 合格 5 De160 0.91 32 225±10 146 19 合格 合格 合格 6 De16
熱門知識
管道熱熔連接-
話題: 水利水電myaovipsohu
-
話題: 綜合管廊godhaiyong
-
話題: 項目管理6503378aaa
-
話題: 工程造價lzy19870411
精華知識
管道熱熔連接-
話題: 室內設計wangshaowen
最新知識
管道熱熔連接-
話題: 地產家居lxa772494708
-
話題: 工程造價qianqian163

相關問答
管道熱熔連接-
話題: 地產家居cy50439557
管道熱熔連接相關專題
- 卡箍連接管道
- 開通煤氣管道需要什么證件
- 開挖管道溝
- 考管道造價員有前途
- 可以把天然氣管道拆改嗎
- 空氣管道和通氣管道一樣嗎
- 空氣管道流量怎樣計算
- 空調水管道用什么清單
- 空壓管道用氣流量如何計算
- 空壓管道套子目問題
- 中華華丹雨、污水管道溝槽開挖專項施工方案教學教材
- 中國石化北京設計院標準工藝裝置管道墊片選用規定
- 張峰水庫2號倒虹預應力鋼筒混凝土管道安裝施工工藝
- 中國哈爾濱國際水處理給排水設備及泵閥管道展會概況
- 在用工業管道定期檢驗規程.20030601doc
- 中低壓燃氣管道工程質量控制及常見問題處理教學提綱
- 以工作過程為導向的市政管道工程施工課程開發與實踐
- 應用洛陽GPS軟件設計城市排水管道工程的初步
- 原油和天然氣管道穿越工程施工及驗收規范-推薦下載
- 中國變頻管道泵型號
- 工藝管道及設備安裝監理細則
- 公用管道安裝安全質量監督檢驗報告
- 關于16定額溝槽管道連接子目套用和計量技術復核記錄
- 工藝場站及閥室地上管道及設備外防腐層材料技術規格書
- 關于排煙積灰水平管道來流繞過管道附著概率模型
- 光固化改性環氧玻璃鋼防護層在定向鉆穿越管道上應用
- 廣東廣州長度8663市政管道372#工程造價指標