





格式:pdf
大小:524KB
頁數: 16頁
對接焊接接頭超聲波檢測工藝規程 1. 0目的及適用范圍 1.1目的 為保證鋼接接頭的超聲波檢測工作質量,提供準確可靠的檢測數 據,特制定本規程。 1.2適用范圍 1.2.1 本規程規定了承壓設備焊接接頭的超聲波檢測和缺陷等級評 定; 1.2.2本規程適用于: a)母材厚度為 6mm~400mm全熔化焊對接焊接接著的超聲波檢測; b) 管座角焊縫的超聲波檢測; 1.2.3本規程不適用于: a)鑄鋼等粗晶材料對接接頭的超聲波檢測; b)外徑< Φ159mm的焊接接頭、內徑≤ Φ200mm的管座角焊縫的 超聲波檢測; c)外徑<Φ250mm或內外徑之比小于 80%的縱向對接焊接接頭的 超聲波檢測。 2.0編制依據 2.1本程序依據 JB/T4730-2005.3《承壓設備無損檢測》編制; 2.2 本程序參照 GB11345-1989《鋼焊縫手工超聲波探傷方法和結果 分級》編制; 3.0檢測設備和
格式:pdf
大小:23KB
頁數: 1頁
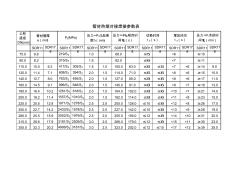
公稱 直徑 DN(mm) SDR11 SDR17. 6 SDR11 SDR17. 6 SDR11 SDR17. 6 SDR11 SDR17. 6 SDR11 SDR17. 6 SDR11 SDR17. 6 SDR11 SDR17. 6 75.0 6.8 219/S2 1.0 68.0 ≤5 <6 ≥10 90.0 8.2 315/S2 1.5 82.0 ≤6 <7 ≥11 110.0 10.0 6.3 417/S2 305/S2 1.5 1.0 100.0 63.0 ≤6 ≤5 <7 <6 ≥14 9.0 125.0 11.4 7.1 608/S2 394/S2 2.0 1.5 114.0 71.0 ≤6 ≤6 <8 <6 ≥15 10.0 140.0 12.7 8.0 763/S2 495/S2 2.0 1.5 127.0 80.0 ≤8 ≤6 <8 <6 ≥17 11.0 160.0
熱門知識
對接焊接精華知識
對接焊接-
話題: 工程造價152****3051
最新知識
對接焊接-
話題: 工程造價xch5159302
相關問答
對接焊接-
話題: 建筑設計kaiyuanrain
-
話題: 室內設計sunsine8796
對接焊接相關專題
- 怎樣區別承插和對接管件
- 腳手板對接平鋪時接頭處
- 金屬與陶瓷管對接,有無方法
- 猴車鋼絲繩對接視頻
- 型鋼到底能不能對接
- 遙控插座和遙控器怎么對接
- 管對接是什么類型的焊縫
- 鋼筋對接焊工藝
- 鋼筋對接焊接技術
- 鋼絲繩對接手工插接方法
- 中國焊接學會堆焊及表面工程專委會
- 起重機主梁工字鋼磨損及焊接變形的檢驗案列分析
- 引子渡水電站溢洪道弧形工作閘門焊接變形與處理
- 異種鋼焊接接頭退火工藝
- 圓鋼管混凝土T型焊接節點應力強度因子計算方法
- 圓鋼管KK型搭接節點內隱藏焊縫焊接與否有限元分析
- 圓鋼管混凝土K型焊接管板節點試驗和有限元分析
- 中國工程建設焊接協會全國優秀焊接工程
- 制作質量對塔式起重機結構件焊接節點疲勞性能的影響
- 關于900t鐵路架橋機鋼結構焊接工藝采用標準
- 改善超高壓電纜金屬鋁護套氬弧焊焊接質量方法
- 工程機械行業焊接與切割應用現狀及關鍵技術發展趨勢
- 國內外焊接內螺紋銅管與無縫內螺紋銅管技術發展狀況
- 埋弧焊焊接工藝及操作方法
- 關于白車身裝焊夾具設計及點焊機器人焊接仿真分析
- 各類接插頭焊接方法(HDMIDVIVGA等等)
- 基于ANSYS干氣密封焊接金屬波紋管振動模態分析