




格式:pdf
大小:36KB
頁數: 2頁
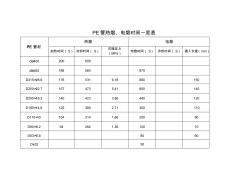
PE管熱熔、電熔時間一覽表 PE 管材 熱熔 電熔 加熱時間( S) 冷卻時間( S) 對接壓力 (MPa) 電熔時間( S) 冷卻時間( S) 插入長度(mm) de400 200 600 de355 188 564 870 D315×28.6 176 531 6.18 880 150 D250×22.7 157 473 5.41 600 140 D200×18.2 140 423 3.86 440 120 D160×14.6 125 380 2.71 300 110 D110×10 104 314 1.86 200 90 D90×8.2 94 282 1.36 120 70 D63×5.8 80 60 De32 50 PE管 對應閘閥 1 無縫鋼管 對應閘閥 de63 50 2 D22 20 de90 80 3 D32 25 de110 100 4 D48 40
格式:pdf
大小:9KB
頁數: 1頁
電熔鞍型安裝 .焊接工藝 在操作過程中,操作人員必須嚴格按照電熔 旁通鞍型 所規定的焊接參數進行 焊接,確保焊接質量。 ①檢查電熔 旁通鞍型有無斷絲、移位、脫絲 .嚴重變形等異常現象。不合格 的管件禁止使用。 ②清除管材, 旁通鞍型焊接區域的灰塵或污物。 ③在管材上度用記號筆進行標注,刮除管材表皮(厚度約 0.1-0.2mm),刮 削區域應大于 旁通鞍型底部 。刮削后的管材 .表面嚴禁被再次污染,如有需要可 用酒精擦拭管材 .管件焊接區表面。 ④將旁通鞍型件安裝在經過處理后的管材表面上, 將專用 U型夾具緊固。特 別提示:要把螺帽擰緊!保證兩連接面能完全吻合 。 ⑤根據電熔 鞍型件的規格不同,進行正確的程序或參數設置。 ⑥將焊機輸出插頭插入管件插孔內并鎖緊, 確認設定程序或參數無誤后, 啟 動電熔焊機進行焊接。 在熔接過程中,操作者必須注意觀察孔及內熔體的溢出情 況,及時中斷異常熔接狀態。
熱門知識
電熔套筒焊接時間精華知識
電熔套筒焊接時間-
話題: 工程造價memeraintea
最新知識
電熔套筒焊接時間相關問答
電熔套筒焊接時間-
話題: 地產家居kingjackly

電熔套筒焊接時間相關專題
- 電熔彎徑的價格
- 電熔套筒計算方法
- 玻璃電熔爐
- 膠圈電熔雙密封聚乙烯復合管
- pe電熔焊機怎么用
- 管道電熔連接
- 聚乙烯電熔管件
- 電熔鋯剛玉白粉
- pe管電熔焊接規范
- 承插式電熔接口
- 中國焊接學會堆焊及表面工程專委會
- 起重機主梁工字鋼磨損及焊接變形的檢驗案列分析
- 制定機械加工勞動定額切削用量時間標準若干問題
- 引子渡水電站溢洪道弧形工作閘門焊接變形與處理
- 異種鋼焊接接頭退火工藝
- 圓鋼管混凝土T型焊接節點應力強度因子計算方法
- 圓鋼管KK型搭接節點內隱藏焊縫焊接與否有限元分析
- 圓鋼管混凝土K型焊接管板節點試驗和有限元分析
- 中國工程建設焊接協會全國優秀焊接工程
- 制作質量對塔式起重機結構件焊接節點疲勞性能的影響
- 關于900t鐵路架橋機鋼結構焊接工藝采用標準
- 改善超高壓電纜金屬鋁護套氬弧焊焊接質量方法
- 工程機械行業焊接與切割應用現狀及關鍵技術發展趨勢
- 杭州空港經濟區工業園區環境綜合整治設計工程發布時間
- 國內外焊接內螺紋銅管與無縫內螺紋銅管技術發展狀況
- 埋弧焊焊接工藝及操作方法
- 關于白車身裝焊夾具設計及點焊機器人焊接仿真分析