





格式:pdf
大小:1.1MB
頁數: 10頁
卷管致力于生產環縫、 縱環各類卷管及鋼制壓力鋼管并在傳統卷管設 備同類規格型號的基礎上進行改造。 使卷管設備的各項參數提高 30% 之功能,填補了原有傳統卷制設備不能生產的空白。 可生產直徑 400 以上,壁厚 8-100mm 的鋼管。 大口徑卷管介紹 材質以碳鋼為主, q195,q235 ,q345,16mn 等,大口徑卷管是大口徑 焊管中制作工藝比較簡單, 靈活的一種焊管產品。 客戶要求的長度如 果比較特殊,必須對將兩個或者兩個以上的鋼管進行連接, 所以這種 大口徑焊管的制作工藝是比較靈活, 方便適用的,缺點就是不能進行 機械化流水線的生產。自動化機械化水平不高, 需要大量的人工處理。 制作大口徑卷管的主要問題就是焊接, 只要能通過探傷的檢測就可以 進行交貨相關的要求比其他的產品來說比較的寬泛。 厚壁卷管的分類 冷卷厚壁卷管 一般冷卷厚壁卷管壁厚在 20mm 一下,外徑 450-300
格式:pdf
大小:576KB
頁數: 2頁
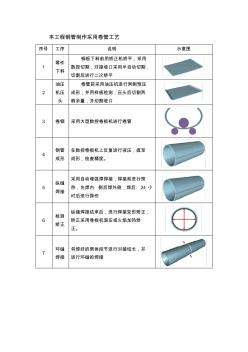
本工程鋼管制作采用卷管工藝 序號 工序 說明 示意圖 1 零件 下料 鋼板下料前用矯正機矯平,采用 數控切割,對接坡口采用半自動切割, 切割后進行二次矯平 2 油壓 機壓 頭 卷管前采用油壓機進行兩側預壓 成形,并用樣板檢測,壓頭后切割兩 側余量,并切割坡口 3 卷鋼 采用大型數控卷板機進行卷管 4 鋼管 成形 在數控卷板機上反復進行液壓,直至 成形,檢查精度。 5 縱縫 焊接 采用自動埋弧焊焊接,焊接前進行預 熱,先焊內 側后焊外側,焊后 24 小 時后進行探傷 6 檢測 矯正 縱縫焊接結束后,進行焊接變形矯正, 矯正采用卷板機滾壓或火焰加熱矯 正。 7 環縫 焊接 將焊好的筒體段節進行對接結長,并 進行環縫的焊接 主材切割 主材預熱 卷板機 合縫卷圓 內部焊接 氣刨 外部焊接 熱矯正 尺寸外觀檢查 探傷檢查 成品檢查 主材開坡口 A1 A2 A3 A4 A5 卷板
熱門知識
大口徑卷管現貨-
話題: 工程造價czyongjian
-
話題: 室內設計shanxingbo
-
話題: 裝修工程huaping0718
-
話題: 裝修工程hailong320
精華知識
大口徑卷管現貨-
話題: 地產家居cpacken1234
最新知識
大口徑卷管現貨-
話題: 建筑施工linhaosunny
相關問答
大口徑卷管現貨-
話題: 地產家居jingbiao520
-
話題: 地產家居wangzhengis
大口徑卷管現貨相關專題
- 國標閥門最大口徑有多大
- 什么是大口徑鉆孔灌注樁
- 山東大口徑厚壁焊管廠
- 大口徑PE管套項
- 大口徑無縫鋼管如何制造的
- 大口徑厚壁鋼管校直
- 大口徑焊接鋼管理論重量
- 大口徑膠管規格常見有哪些
- Q235b大口徑厚壁直縫焊管
- dn20萬向噴頭多大口徑
- 中華華丹雨、污水管道溝槽開挖專項施工方案教學教材
- 云計算技術在城市軌道交通運營指揮管理系統中的應用
- 圓管涵工程數量表(20201022195115)
- 園林綠化養護精細化管理對河源市園林景觀的影響分析
- 云南省昆明市建設局建筑工程深基坑施工安全管理規定
- 原來這就是辨別冷熱水管正確方法商家終于肯說實話了
- 中國施工企業管理協會科學技術獎技術創新成果申報書
- 支持群體設計的工程數據庫管理系統的結構及實現
- 水利管理單位信訪工作
- 圓CFRP-鋼管混凝土偏壓構件荷載-變形關系分析
- 中國石化北京設計院標準工藝裝置管道墊片選用規定
- 以建筑工程資料管理的規范化促進工程質量的管理監督
- 中國家具鋼管行業市場前景分析預測年度報告(目錄)
- 有關建筑工程造價管理面臨的問題與其處理手段
- 永春縣農田水利設施產權制度改革和運行管護機制試點
- 以BIM為基礎的裝配式建筑全生命周期管理問題
- 智能電力監控管理系統在某飛機維修公司工程中的應用