




格式:pdf
大小:10KB
頁數: 4頁
電泳的工藝流程 -- 鋁合金電泳 .txt 對的時間遇見對的人是一生幸福; 對的時間遇見錯的人是 一場心傷;錯的時間遇見對的人是一段荒唐;錯的時間遇見錯的人是一聲嘆息。電泳的工藝 流程 -- 鋁合金電泳 首先:電泳涂裝 (electro-coating) 是利用外加電場使懸浮于電泳液中的顏料和樹脂等微粒定 向遷移并沉積于電極之一的基底表面的涂裝方法。電泳涂裝的原理發明于是 20 世紀 30年代 末,但開發這一技術并獲得工業應用是在 1963 年以后,電泳涂裝是近 30年來發展起來的一 種特殊涂膜形成方法,是對水性涂料最具有實際意義的施工工藝。具有水溶性、無毒、易于 自動化控制等特點,迅速在汽車、建材、五金、家電等行業得到廣泛的應用。 電泳涂裝是把工件和對應的電極放入水溶性涂料中,接上電源后,依靠電場所產生的物理化 學作用,使涂料中的樹脂、顏填料在以被涂物為電極的表面上均勻析出沉積形成不溶于
格式:pdf
大小:65KB
頁數: 4頁
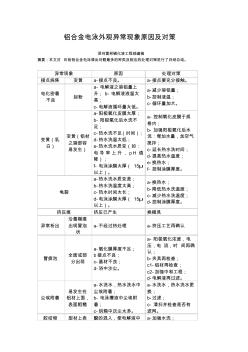
鋁合金電泳外觀異常現象原因及對策 深圳雷邦磷化液工程部編輯 摘要:本文對 目前鋁合金電泳漆出問題最多的種類及相應的處理對策進行了歸納總結。 異常現象 原因 處理對策 接點燒焦 變黃 a-接點不良。 a-接點要充分接觸。 電化密著 不良 起粉 a- 電解液之溶鋁量上 升; b- 電解液液溫太 高; c-電解液循環量太低。 a-減少溶鋁量; b-控制液溫; c-循環量加大。 變黃(乳 白) 變黃(鋁材 之端部容 易發生) a-陽極氧化皮膜太厚; b- 陽極氧化后水洗不 足; c-熱水洗不足(時間); d-熱水洗溫太低; e-熱水洗水質變(如: 電導率上升 , p H 值 降); f- 電泳涂膜太厚( 15μ 以上)。 a- 控制氧化皮膜于規 格內; b- 加強陽極氧化后水 洗:增加水量,加空氣 攪拌; c-延長熱水洗時間; d-提高熱水溫度; e-換熱水; f- 控制涂膜厚度。 龜裂 a-熱水
熱門知識
電泳鋁合金-
話題: 裝修工程yysjzsjywd
精華知識
電泳鋁合金-
話題: 室內設計1214050711
-
話題: 工程造價hxf9810hxf
最新知識
電泳鋁合金相關問答
電泳鋁合金-
話題: 給排水liujinwei314
-
話題: 工程造價wangchaoking
電泳鋁合金相關專題
- 一套電泳設備圖片和報價
- 一套電泳設備要多少錢
- 鋼架拿去電泳漆價格怎么算
- 電泳槽副槽大小怎么計算
- 電泳漆的加工價格
- 電泳設備需要多少錢
- 電泳加工多少錢每噸
- 電泳漆的消耗成本怎么計算
- 不銹鋼庭院門電泳門
- 彩色電泳設備多少錢
- 在耐熱鉻鋁合金改性處理中釩渣的冶金物化條件及作用
- 如何區別鋁合金門窗60、70、80系列
- 優質國標6061鋁合金硬度6061鋁合金機械性能
- 工藝參數對鋁合金激光填絲搭接焊縫成形影響
- 工藝條件對6061鋁合金近液相線鑄造微觀組織影響
- 化學成分對鋁塑復合管用鋁合金帶材性能影響
- 關于發布行業產品標準建筑用隔熱鋁合金型材公告
- 基于BP神經網絡5A06鋁合金電子束焊接熔深預測
- 建筑精裝工程標準化施工工藝鋁合金框扇及塑料框扇玻璃
- 含中心裂紋鋁合金板復合材料單面膠接修復后疲勞特性
- 國標鋁及鋁合金箔2010版與2003版厚度內容比較
- 建筑用6061T6系鋁合金高溫下力學性能試驗
- 漢城鋁合金門窗施工方案培訓資料
- 建筑鋁合金型材有機聚合物噴涂膜性能分析及質量評價
- 明框鋁合金玻璃幕墻工程施工組織設計
- 建筑材料鋁合金擠壓型材存在問題及原因分析
- 擠壓成型對LC4CS鋁合金棒材陽極氧化膜結構影響