




格式:pdf
大小:10KB
頁數: 6頁
7.5 鋁合金百葉工程施工方案 鋁合金百葉施工安裝工藝方案與鋁合金門窗施工安裝工藝方案相 同,主要是在加工制作時玻璃部份為百葉片或鋁通。 (具體詳見鋁合 金門窗施工安裝工藝方案) 7.5.1 鋁合金百葉加工制作 7.5.1.1 鋁型材鋼材加工應在車間內進行, 車間應有良好的清潔條件; 有適用于加工鋁型材鋼材的設備、機具,并滿足精度要求;所用的量 具要能達到測量相適應的精度,在計量認證的有效期內使用。 7.5.1.2 所有進場的材料必須有合格證和檢測報造才能進行制作加 工。加工時應采取有效的成品 /半成品保護措施。 7.5.1.3 在使用結構膠前,應制定工藝標準,并嚴格執行。注膠應在 潔凈的打膠房內進行,并做好打膠記錄。 7.5.1.4 不得使用未經試驗合格的膠結材料, 不得使用未經認可的膠 結材料,不得使用過期產品。 7.5.1.5 各種連接件、緊固件的螺栓應有防松動措施。 7.5.1.6

格式:pdf
大小:733KB
頁數: 2頁
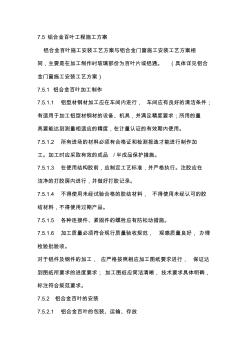
57 51 1 百頁頂軌共用 (50 ~ 100mm 百葉) A A SECTION A-A 技術要求: 1. 產品無毛刺,無扭曲 , 無變形,未注公差± 0.1 ,未注倒斜角 C1 ,未注倒圓角 R1. 百頁卷繩器配件2 49.5 55.6 32 百頁共用 (50 ~ 100mm 百葉) 技術要求: 1. 產品無毛刺,無扭曲 , 無變形,未注公差± 0.1 ,未注倒斜角 C1 ,未注倒圓角 R1. 百頁卷繩器配件3 A A SECTION A-A 51.5 56 29.5 百頁共用 (50 ~ 100mm 百葉) 14.2 17.2 6.5 80 80mm 百葉底桿b 技術要求: 1. 型材表面不允許有劃傷 , 其它質量要求應符合《鋁合金精密擠壓技術》要求; 2. 未注尺寸公差± 0.1, 具體可見《鋁合金工程技術規范》要求; 3. 產品為基材 , 符合 ROHS 標準. 4. 制
熱門知識
電動鋁百葉簾-
話題: 地產家居gongzhenpeng
-
話題: 裝修工程chengwen19
精華知識
電動鋁百葉簾-
話題: 建筑設計treeinsnow
最新知識
電動鋁百葉簾-
話題: 工程造價yangwodetai
-
話題: 地產家居hellomazzy
相關問答
電動鋁百葉簾-
話題: 工程造價yuchengcad
-
話題: 地產家居baiguangyong
電動鋁百葉簾相關專題
- 開一個電動窗簾店要多少錢
- 兩噸12米電動葫蘆價格
- 智能電動噴霧器價格
- 自動電動窗簾多少錢能買到
- 做電動三輪車棚多少錢
- 做電動平移門要多少錢
- 怎樣才能記住電動工具價格
- 怎樣計算電動機的短路電流
- 杰克工業電動縫紉機價格
- 金彭四輪電動車s7多少錢
- 中國電動汽車充電站市場現狀與投資分析報告
- 有色金屬技術經濟院與廣亞鋁業簽署戰略合作協議
- 主要用固體工業廢渣生產硫鋁酸鹽水泥熟料的方法
- 中國鋁業山東分公司新建20萬噸4A沸石生產線開工
- 圓管方管角鋁槽鋁(20200929163753)
- 在樓宇自控系統設計中如何選擇最佳的電動調節閥口徑
- 中國報告網十三五期間中國電解鋁工業發展環境分析
- 單面涂鋁PVC塑料吊頂材料燃燒性能的實驗
- 以電動葫蘆為起升機構的簡易強制式升降機鋼絲繩檢驗
- 在耐熱鉻鋁合金改性處理中釩渣的冶金物化條件及作用
- 整體提升腳手架和環鏈電動葫蘆在高層建筑施工中應用
- 永磁直流電動機—水泵系統由光伏電池供電的運行分析
- 以焦爐煤氣為燃料煅燒高鋁礬土的回轉窯技術
- 中國鋁業股份有限公司青海分公司
- 再生聚烯烴/納米氫氧化鋁無鹵阻燃環保絕緣材料
- 中國鋁業連城分公司完成CBS倉儲管理功能模塊構建
- 增設Ⅱ型電動輪汽車主發電機磁場電流監測信號的構思