
- 首頁 >
- > 不銹鋼圓棒怎么鉆孔快好
更新時間:2025.05.11




格式:pdf
大小:237KB
頁數: 5頁
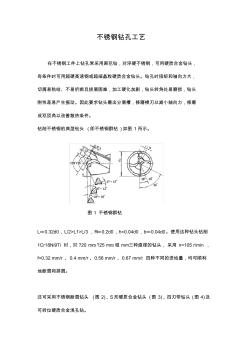
不銹鋼鉆孔工藝 在不銹鋼工件上鉆孔常采用麻花鉆,對淬硬不銹鋼,可用硬質合金鉆頭, 有條件時可用超硬高速鋼或超細晶粒硬質合金鉆頭。鉆孔時扭矩和軸向力大, 切屑易粘結、不易折斷且排屑困難,加工硬化加劇,鉆頭轉角處易磨損,鉆頭 剛性差易產生振動。因此要求鉆頭磨出分屑槽,修磨橫刃以減小軸向力,修磨 成雙頂角以改善散熱條件。 鉆削不銹鋼的典型鉆頭 (即不銹鋼群鉆 )如圖 1所示。 圖 1 不銹鋼群鉆 L≈0.32d0,L/2>L1>L/3 ,R≈0.2d0,h=0.04d0,b≈0.04d0。使用這種鉆頭鉆削 1Cr18Ni9Ti 時,對 ?20 mm、?25 mm、呾 mm三種直徑的鉆頭,采用 n=105 r/min , f=0.32 mm/r 、0.4 mm/r、0.56 mm/r 、0.67 mm/r 四種不同的進給量,均可順利 地斷屑和排屑。 還可采用不銹鋼斷屑鉆頭 (圖 2)、S形硬質合金
格式:pdf
大小:238KB
頁數: 5頁
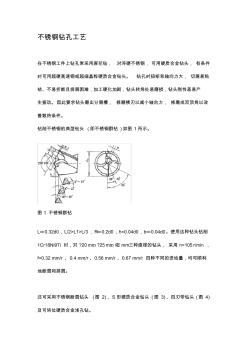
不銹鋼鉆孔工藝 在不銹鋼工件上鉆孔常采用麻花鉆, 對淬硬不銹鋼, 可用硬質合金鉆頭, 有條件 時可用超硬高速鋼或超細晶粒硬質合金鉆頭。 鉆孔時扭矩和軸向力大, 切屑易粘 結、不易折斷且排屑困難,加工硬化加劇,鉆頭轉角處易磨損,鉆頭剛性差易產 生振動。因此要求鉆頭磨出分屑槽, 修磨橫刃以減小軸向力, 修磨成雙頂角以改 善散熱條件。 鉆削不銹鋼的典型鉆頭 (即不銹鋼群鉆 )如圖 1所示。 圖 1 不銹鋼群鉆 L≈0.32d0,L/2>L1>L/3 ,R≈0.2d0,h=0.04d0,b≈0.04d0。使用這種鉆頭鉆削 1Cr18Ni9Ti 時,對 ?20 mm、?25 mm、呾 mm三種直徑的鉆頭, 采用 n=105 r/min , f=0.32 mm/r 、0.4 mm/r、0.56 mm/r 、0.67 mm/r 四種不同的進給量,均可順利 地斷屑和排屑。 還可采用不銹鋼斷屑鉆頭 (圖 2
熱門知識
不銹鋼圓棒怎么鉆孔快好-
話題: 工程造價zhejiangyuan
-
話題: 裝修工程bonbon1980
-
話題: 室內設計weilun008856
精華知識
不銹鋼圓棒怎么鉆孔快好最新知識
不銹鋼圓棒怎么鉆孔快好-
話題: 工程造價zhangqiuwei
-
話題: 地產家居zzhy761205
-
話題: 地產家居ning780314
相關問答
不銹鋼圓棒怎么鉆孔快好-
話題: 裝修工程haruka0820
-
話題: 工程造價wangtaifa1
專題概述
不銹鋼圓棒怎么鉆孔快好知識來自于造價通云知平臺上百萬用戶的經驗與心得交流。 注冊登錄 造價通即可以了解到相關不銹鋼圓棒怎么鉆孔快好最新的精華知識、熱門知識、相關問答、行業資訊及精品資料下載。同時,造價通還為您提供材價查詢、測算、詢價、云造價等建設行業領域優質服務。手機版訪問:不銹鋼圓棒怎么鉆孔快好
相關話題
資料下載
相關資訊
不銹鋼圓棒怎么鉆孔快好相關專題
- 可否制作不銹鋼方管沖孔機
- 可麗納特不銹鋼筷子籠CP010
- 刻蝕不銹鋼板多少錢一平
- 昆明不銹鋼水箱
- 昆山不銹鋼切割到哪里加工
- 昆山哪里賣不銹鋼管
- 昆山哪里有黑鈦鏡面不銹鋼
- 昆山哪里有賣不銹鋼的
- 昆山哪里需要做不銹鋼
- 昆山專業做不銹鋼擋水板
- 宜興沈北路二號橋大直徑鉆孔灌注樁的施工與質量控制
- 制造流程中臥式離心水泵與立式離心水泵應該怎么挑選
- 怎么樣加油可以省錢?夏季加油八個注意事項參考資料
- 引黃濟寧工程拉脊山越嶺隧洞超深鉆孔地應力梯段測試
- 應用Lingo非線性規劃軟件的鉆孔灌注樁優化設計
- 關于橋梁鉆孔灌注樁斷樁產生原因及防治處理措施
- 國產快堆燃料元件包殼材料316不銹鋼中子輻照效應
- 工程地基長螺旋鉆孔管內泵壓CFG樁復合地基施工技術
- 長套筒靜態泥漿護壁旋挖式鉆孔灌注樁施工工法
- 惠州市廣播電視新聞中心大直徑鉆孔擴底灌注樁施工技術
- 國土資源部辦公廳關于開展鉆孔基本信息清查工作通知
- 某高層住宅泥漿護壁大直徑鉆孔灌注樁施工監理實施細則
- 廣州花崗巖地層連續剛構橋鉆孔灌注摩擦樁施工案例分析
- 江蘇省市政道路資料鉆孔樁水下混凝土灌注記
- 利用QC理論提高鉆孔灌注樁清孔沉渣控制合格率
- 建筑施工插槽式鋼管模板支撐架(快拆架)施工組織方案
- 擠擴多支盤鉆孔灌注樁在淮安中醫院病房樓工程中應用
- 不銹鋼圓鋼的理論重量
- 不銹鋼圓鋼計算公式是多少
- 不銹鋼圓管9.5多少錢
- 不銹鋼圓管有哪幾種規格的
- 不銹鋼圓管怎么磨口
- 不銹鋼圓管支架價格
- 不銹鋼圓弧護腳如何套定額
- 不銹鋼圓盤能做涼皮
- 不銹鋼圓形柱子怎么做
- 不銹鋼圓柱的重量怎么算
- 不銹鋼在伸縮縫上如何施工
- 不銹鋼臟了如何清潔
- 不銹鋼灶具怎么清理
- 不銹鋼灶臺架哪款好
- 不銹鋼灶臺怎么清洗
- 不銹鋼怎么除銹
- 不銹鋼怎么除銹最簡單
- 不銹鋼怎么鍍黑鈦
- 不銹鋼怎么進行表面處理
- 不銹鋼怎么烤漆
- 不銹鋼怎么冷卻
- 不銹鋼怎么拋光能成鏡面
- 不銹鋼怎么去污
- 不銹鋼怎么去銹
- 不銹鋼怎么算
- 不銹鋼怎樣腐蝕
- 不銹鋼怎樣焊接
- 不銹鋼怎樣拋光鏡面
- 不銹鋼怎樣用角磨機拋光
- 不銹鋼閘閥的型號怎樣寫