




格式:pdf
大小:101KB
頁數: 5頁
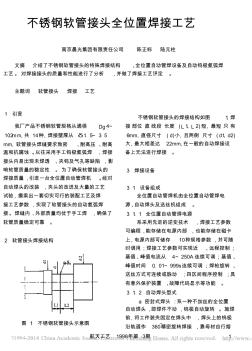
不銹鋼軟管接頭全位置焊接工藝 南京晨光集團有限責任公司 陳正標 陸元柱 文摘 介紹了不銹鋼軟管接頭的特殊焊接結構 、全位置自動管焊設備及自動鎢極氬弧焊 工藝。對焊接接頭的質量和性能進行了分析 ,并做了焊接工藝評定 。 主題詞 軟管接頭 焊接 工藝 1 引言 我廠產品不銹鋼軟管規格從通徑 Dg 4~ 102mm,共 14種, 焊接壁厚從 δ1. 5~ 3. 5 mm, 軟管接頭焊縫要求致密 、耐高壓 、耐高 溫和抗腐蝕 。以往采用手工鎢極氬弧焊 , 焊接 接頭內易出現未焊透 、夾鎢及氣孔等缺陷 , 影 響軟管質量的穩定性 。為了確保軟管接頭的 焊接質量 ,引進一臺全位置自動管焊機 。經對 自動焊頭的改裝 , 夾頭的改進及大量的工藝 試驗 , 摸索出一套切實可行的裝配工藝及焊 接工藝參數 ,實現了軟管接頭的自動氬弧焊 接。焊縫內 、外部質量均優于手工焊 , 確保了 軟管質量穩定可
格式:pdf
大小:101KB
頁數: 5頁
不銹鋼軟管接頭全位置焊接工藝 南京晨光集團有限責任公司 陳正標 陸元柱 文摘 介紹了不銹鋼軟管接頭的特殊焊接結構 、全位置自動管焊設備及自動鎢極氬弧焊 工藝。對焊接接頭的質量和性能進行了分析 ,并做了焊接工藝評定 。 主題詞 軟管接頭 焊接 工藝 1 引言 我廠產品不銹鋼軟管規格從通徑 Dg 4~ 102mm,共 14種, 焊接壁厚從 δ1. 5~ 3. 5 mm, 軟管接頭焊縫要求致密 、耐高壓 、耐高 溫和抗腐蝕 。以往采用手工鎢極氬弧焊 , 焊接 接頭內易出現未焊透 、夾鎢及氣孔等缺陷 , 影 響軟管質量的穩定性 。為了確保軟管接頭的 焊接質量 ,引進一臺全位置自動管焊機 。經對 自動焊頭的改裝 , 夾頭的改進及大量的工藝 試驗 , 摸索出一套切實可行的裝配工藝及焊 接工藝參數 ,實現了軟管接頭的自動氬弧焊 接。焊縫內 、外部質量均優于手工焊 , 確保了 軟管質量穩定可
熱門知識
不銹鋼軟管接頭-
話題: 室內設計kendal3335
-
話題: 室內設計xueqiangma
-
話題: 裝修工程hefufeng851
精華知識
不銹鋼軟管接頭最新知識
不銹鋼軟管接頭相關問答
不銹鋼軟管接頭-
話題: 室內設計ranhong625
不銹鋼軟管接頭相關專題
- 可否制作不銹鋼方管沖孔機
- 可麗納特不銹鋼筷子籠CP010
- 刻蝕不銹鋼板多少錢一平
- 昆明不銹鋼水箱
- 昆山不銹鋼切割到哪里加工
- 昆山哪里賣不銹鋼管
- 昆山哪里有黑鈦鏡面不銹鋼
- 昆山哪里有賣不銹鋼的
- 昆山哪里需要做不銹鋼
- 昆山專業做不銹鋼擋水板
- 中國對歐盟日本進口高性能不銹鋼無縫鋼管
- 關于非不銹鋼管道、設備系統凝結水回收節能技術改造
- 不銹鋼隔膜泵品牌排行榜
- 國產快堆燃料元件包殼材料316不銹鋼中子輻照效應
- 國內立式不銹鋼多級離心泵型號
- 杭州東站站房東西立面異形柱雙曲面不銹鋼幕墻施工技術
- 國際不銹鋼和管材展覽會將于2013年9月在上海召開
- 含表面缺陷雙相不銹鋼管道非匹配焊接接頭安全評定
- 末級過熱器U型管與不銹鋼吊掛板連接角焊縫泄漏原因
- 卡壓式薄壁不銹鋼管施工技術薄壁不銹鋼管卡壓式連接
- 欄桿工程招標文件(不銹鋼、鋅鋼)
- 懇盈排水不銹鋼防臭地漏廠家幫你選擇工業防臭地漏
- 冷板、鋁板、不銹鋼板折彎牌安裝說明
- 某不銹鋼制品公司搬遷改造項目職業病危害控制效果評價
- 不銹鋼多級離心泵品牌排行榜
- 高強不銹鋼管數控彎曲回彈對材料參數的敏感性
- 加工定制食品不銹鋼網帶耐高溫耐腐蝕蔬菜加工傳送帶