




格式:pdf
大小:60KB
頁數: 7頁
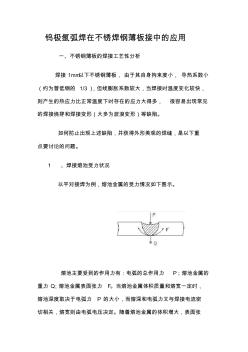
鎢極氬弧焊在不銹焊鋼薄板接中的應用 一、不銹鋼薄板的焊接工藝性分析 焊接 1mm以下不銹鋼薄板, 由于其自身拘束度小, 導熱系數小 (約為普低鋼的 1/3),但線膨脹系數較大,當焊接時溫度變化較快, 則產生的熱應力比正常溫度下時存在的應力大得多, 很容易出現常見 的焊接燒穿和焊接變形(大多為波浪變形)等缺陷。 如何防止出現上述缺陷,并獲得外形美觀的焊縫,是以下重 點要討論的問題。 1 、焊接熔池受力狀況 以平對接焊為例,熔池金屬的受力情況如下圖示。 熔池主要受到的作用力有:電弧的總作用力 P;熔池金屬的 重力 Q;熔池金屬表面張力 F。當熔池金屬體積質量和熔寬一定時, 熔池深度取決于電弧力 P 的大小,而熔深和電弧力又與焊接電流密 切相關,熔寬則由電弧電壓決定。隨著熔池金屬的體積增大,表面張 力 F也隨著增大,造成表面張力不能平衡電弧作用力 P和熔池金屬的 重力 Q,此時熔池

格式:pdf
大小:377KB
頁數: 5頁
薄壁不銹鋼板的 TIG自動焊接 陳春陽 昆山華恒焊接設備技術有限公司 215301 摘要: 隨著我國不銹鋼市場的不斷擴大,不銹鋼板的消費量也逐年增加,薄壁不銹鋼板也已經深入到各種 生產制造領域中,因此薄壁不銹鋼板的焊接也就成為生產制造中一個重要工序,由薄壁不銹鋼板自身的焊 接工藝特點決定了其焊接存在的難度,本文著重介紹薄壁不銹鋼板的 TIG 焊接工藝。 關鍵詞: 薄壁不銹鋼板 TIG 焊接 焊接工藝 前言: 不銹鋼在我國的使用量正逐年增加,不銹鋼的使用量由 1988 年的 30 萬噸增加到 2000 年的 165 萬噸,年增長率為 15.26%。而在不銹鋼的使用中以薄板為主, 2000 年薄板的消費 量為 91萬噸,占到使用總量的一半。而且薄壁不銹鋼板也已經應用到國民生產和生活的各 個領域,如:食品加工行業,主要制造食品加工機械;壓力容器行業,主要是機電和化工部 門;電力工業。另外還有一些
熱門知識
不銹鋼薄板怎么焊接-
話題: 裝修工程hushao0518
精華知識
不銹鋼薄板怎么焊接-
話題: 室內設計fangjia0326
最新知識
不銹鋼薄板怎么焊接-
話題: 室內設計zjq1989127
-
話題: 工程造價li_jiajing
相關問答
不銹鋼薄板怎么焊接-
話題: 工程造價csjitian121
不銹鋼薄板怎么焊接相關專題
- 可否制作不銹鋼方管沖孔機
- 可麗納特不銹鋼筷子籠CP010
- 刻蝕不銹鋼板多少錢一平
- 昆明不銹鋼水箱
- 昆山不銹鋼切割到哪里加工
- 昆山哪里賣不銹鋼管
- 昆山哪里有黑鈦鏡面不銹鋼
- 昆山哪里有賣不銹鋼的
- 昆山哪里需要做不銹鋼
- 昆山專業做不銹鋼擋水板
- 中國焊接學會堆焊及表面工程專委會
- 起重機主梁工字鋼磨損及焊接變形的檢驗案列分析
- 引子渡水電站溢洪道弧形工作閘門焊接變形與處理
- 異種鋼焊接接頭退火工藝
- 制造流程中臥式離心水泵與立式離心水泵應該怎么挑選
- 怎么樣加油可以省錢?夏季加油八個注意事項參考資料
- 圓鋼管混凝土T型焊接節點應力強度因子計算方法
- 圓鋼管KK型搭接節點內隱藏焊縫焊接與否有限元分析
- 圓鋼管混凝土K型焊接管板節點試驗和有限元分析
- 中國工程建設焊接協會全國優秀焊接工程
- 制作質量對塔式起重機結構件焊接節點疲勞性能的影響
- 關于900t鐵路架橋機鋼結構焊接工藝采用標準
- 改善超高壓電纜金屬鋁護套氬弧焊焊接質量方法
- 工程機械行業焊接與切割應用現狀及關鍵技術發展趨勢
- 國內外焊接內螺紋銅管與無縫內螺紋銅管技術發展狀況
- 埋弧焊焊接工藝及操作方法
- 關于白車身裝焊夾具設計及點焊機器人焊接仿真分析
- 不銹鋼薄管錐度縮管機
- 不銹鋼保溫杯能泡蜂蜜水嗎
- 不銹鋼保溫餐車有多大功率
- 不銹鋼保溫水箱計價
- 不銹鋼保養計劃和標準
- 不銹鋼報欄怎么計算
- 不銹鋼報欄怎樣套定額
- 不銹鋼杯的優缺點是什么
- 不銹鋼杯子的膠怎么去除
- 不銹鋼本色是什么顏色
- 不銹鋼篦子的價格是多少
- 不銹鋼編織軟管規格有哪些
- 不銹鋼扁鋼價格多少
- 不銹鋼變節旗桿價格
- 不銹鋼表面處理方法有哪些
- 不銹鋼表面處理有哪些
- 不銹鋼表面的臟如何清洗
- 不銹鋼表面能鍍銅
- 不銹鋼別墅大門一般多少錢
- 不銹鋼波紋管波紋CAD畫法
- 不銹鋼波紋管怎么焊接
- 不銹鋼波紋管怎樣做接頭
- 不銹鋼波紋伸縮節的計算
- 不銹鋼玻璃單門怎么鎖
- 不銹鋼玻璃房效果圖
- 不銹鋼玻璃護欄技術交底
- 不銹鋼玻璃護欄怎么固定
- 不銹鋼玻璃門多少錢
- 不銹鋼玻璃門價格是怎樣
- 不銹鋼玻璃門套價格貴嗎