





格式:pdf
大小:77KB
頁數(shù): 1頁
通常在焊接0.5~2.5mm厚低碳鋼板外角焊縫時(shí),極易出現(xiàn)燒穿、塌陷等焊接缺陷,影響焊件的焊接成形、使用及焊縫的美觀。筆者通過長(zhǎng)期的實(shí)踐經(jīng)驗(yàn)和在施焊一批水箱過程中,得出一點(diǎn)小經(jīng)驗(yàn),即
格式:pdf
大小:67KB
頁數(shù): 3頁
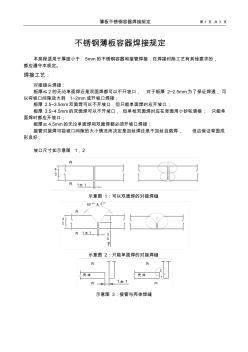
薄板不銹鋼容器焊接規(guī)定 第 1 頁 共 3 頁 不銹鋼薄板容器焊接規(guī)定 本規(guī)程適用于厚度小于 5mm的不銹鋼容器和接管焊接,在焊接時(shí)除工藝有其他要求的, 都應(yīng)遵守本規(guī)定。 焊接工藝: 對(duì)接接頭焊接: 板厚≤ 2的無論單面焊還是雙面焊都可以不開坡口, 對(duì)于板厚 2~2.5mm為了保證焊透,可 以將坡口間隙放大到 1~2mm或開坡口焊接; 板厚 2.5~3.5mm雙面焊可以不開坡口,但只能單面焊時(shí)應(yīng)開坡口; 板厚 3.5~4.5mm的雙面焊可以不開坡口, 但單槍雙面焊時(shí)應(yīng)在背面用小砂輪清根; 只能單 面焊時(shí)都應(yīng)開坡口; 板厚≥ 4.5mm的無論單面焊和雙面焊都必須開坡口焊接; 接管對(duì)接焊可視坡口間隙的大小情況而決定是加絲焊還是不加絲自熔焊, 但應(yīng)保證背面成 形良好; 坡口尺寸如示意圖 1,2 1± 1外 內(nèi) 3 -4 示意圖 1:可以雙面焊的對(duì)接焊縫 60° ± 5° 2 -4 1 ± 0
熱門知識(shí)
薄板電焊怎樣焊接精華知識(shí)
薄板電焊怎樣焊接-
話題: 地產(chǎn)家居yyrjhb
-
-
話題: 地產(chǎn)家居hengbai
-
-
話題: 造價(jià)軟件zhangjq1010
最新知識(shí)
薄板電焊怎樣焊接相關(guān)問答
薄板電焊怎樣焊接-
話題: 工程造價(jià)jingmeng613
-
話題: 地產(chǎn)家居kaisa001
-
話題: 地產(chǎn)家居王國(guó)珍
-
話題: 地產(chǎn)家居程仔豪
薄板電焊怎樣焊接相關(guān)專題
- 卡儂頭可以過多少電流
- 開博爾F4可用5V3A電源
- 開電燈空氣開關(guān)跳閘
- 開電梯的按鍵是什么標(biāo)志
- 開電梯是什么意思
- 開電梯需要辦證怎么辦
- 開閉所與配電房有何區(qū)別
- 開電焊機(jī)租賃需要多少臺(tái)
- 開電影院需要多少面積
- 開閉所、配電室和環(huán)網(wǎng)柜
- 中國(guó)焊接學(xué)會(huì)堆焊及表面工程專委會(huì)
- 起重機(jī)主梁工字鋼磨損及焊接變形的檢驗(yàn)案列分析
- 中國(guó)電器工業(yè)協(xié)會(huì)電焊機(jī)分會(huì)第七屆會(huì)員大會(huì)
- 引子渡水電站溢洪道弧形工作閘門焊接變形與處理
- 異種鋼焊接接頭退火工藝
- 中國(guó)電器工業(yè)協(xié)會(huì)電焊機(jī)分會(huì)五屆五次理事會(huì)
- 中國(guó)電器工業(yè)協(xié)會(huì)電焊機(jī)分會(huì)四屆八次理事會(huì)會(huì)議紀(jì)要
- 怎樣確定消火栓的保護(hù)半徑和消防水槍的充實(shí)水柱長(zhǎng)度
- 圓鋼管混凝土T型焊接節(jié)點(diǎn)應(yīng)力強(qiáng)度因子計(jì)算方法
- 怎樣挑選塑鋼門窗——訪西安海富特塑鋼工程有限公司
- 圓鋼管KK型搭接節(jié)點(diǎn)內(nèi)隱藏焊縫焊接與否有限元分析
- 怎樣用PT4115來設(shè)計(jì)LED照明燈具的驅(qū)動(dòng)電源
- 圓鋼管混凝土K型焊接管板節(jié)點(diǎn)試驗(yàn)和有限元分析
- 中國(guó)工程建設(shè)焊接協(xié)會(huì)全國(guó)優(yōu)秀焊接工程
- 怎樣做好園林工程施工管理工作-2019年文檔資料
- 制作質(zhì)量對(duì)塔式起重機(jī)結(jié)構(gòu)件焊接節(jié)點(diǎn)疲勞性能的影響
- 怎樣看水電施工圖(20200707143951)
- 薄板類的焊接怎么比較好
- 薄板用什么焊機(jī)
- 薄壁不銹鋼管的焊接方法
- 薄壁不銹鋼管卡壓連接
- 薄壁不銹鋼水管哪家好
- 薄壁不銹鋼水管支架間距
- 薄壁管的薄壁管詳細(xì)介紹
- 薄壁式橋墩的施工要點(diǎn)
- 薄壁直縫焊管尺寸是多少
- 薄壁柱的定義是什么
- 薄壁柱與墻的區(qū)別
- 薄方管如何焊接
- 薄鋼板風(fēng)管刷油
- 薄鋼怎么焊才可以不破
- 薄荷當(dāng)室內(nèi)盆栽有什么好處
- 薄荷是花還是草
- 薄殼結(jié)構(gòu)的分類
- 薄殼結(jié)構(gòu)的優(yōu)點(diǎn)是什么
- 薄殼結(jié)構(gòu)的作用是什么
- 薄鋁板價(jià)格多少一噸
- 薄膜材料的簡(jiǎn)介
- 薄膜材料的塑料薄膜材料
- 薄膜傳感器的價(jià)格
- 薄膜的機(jī)械強(qiáng)度怎么測(cè)
- 薄膜電容包括那些種類
- 薄膜電容的優(yōu)點(diǎn)
- 薄膜電容是CBB電容
- 薄膜電容有什么作用
- 薄膜電容怎么檢測(cè)好壞
- 薄膜分切機(jī)工作時(shí)抖動(dòng)